Análise de
Viabilidade Técnica da Aplicação de Energia Termossolar em Processos de
Pasteurização
Technical
Feasibility Analysis of Thermal Solar Energy Application at Pasteurization Processes
Isaias Moura de Moraes Silva
1,2 https://orcid.org/0000-0001-5530-3023
Luis Arturo Gómez-Malagón 1 https://orcid.org/ 0000-0002-5199-9390
1 Escola Politécnica de Pernambuco, Universidade
de Pernambuco, Recife, Brasil,
2 Especialização em Energia Solar e Eólica,
Escola Politécnica de Pernambuco, Pernambuco, Brasil,
E-mail do autor
principal: Isaias Moura isaias.moura@hotmail.com
RESUMO
O
aumento da demanda mundial por energia tem propiciado o desenvolvimento de
tecnologias voltadas para o uso de fontes renováveis de energia, como por
exemplo, a energia solar térmica. O uso do sol para aquecer a água é
particularmente interessante para alguns ramos da indústria, onde se utiliza
água numa temperatura entre 60ºC e 260ºC, como a indústria de alimentos. O Estado
de Pernambuco dispõe de um Arranjo Produtivo Local (APL) de laticínios, localizada no agreste meridional e
central, onde a energia empregada para aquecimento de água é obtida principalmente
a partir da combustão da lenha, a qual gera impactos negativos para o meio
ambiente. Com o intuito de identificar o potencial do uso da tecnologia
termossolar no processo de pasteurização de leite, foi empregado o software
TRNSYS para simular a resposta térmica de
uma pequena planta solar térmica que poderia ser usada nessas indústrias. Foi
verificado que, o sistema de coletores solares de tubos a vácuo acoplado a um
tanque de armazenamento e um sistema de aquecimento convencional, atende as
demandas de calor no processo de pasteurização. Desta forma, o uso da energia
termossolar nas indústrias de pasteurização pode gerar benefícios econômicos, impactos
positivos ao meio ambiente e diminuição dos riscos de operação e manuseio em
comparação às caldeiras a lenha.
PALAVRAS-CHAVE: Energia
Solar Térmica; Aquecimento solar de água; Pasteurização.
ABSTRACT
The increase in world demand for energy has led to the development of
technologies aimed at the use of renewable energy sources, such as solar
thermal energy. The use of the sun to heat the water is particularly
interesting for some branches of the industry, where water is used at a
temperature between 60ºC and 260ºC, such as the food industry. The state of
Pernambuco (Brazil) has a network of micro-industries (Local Productive
Arrangement) for dairy products, located in the southern and central semi-arid
region, where the energy used for heating water is obtained mainly from the
combustion of firewood (wood-fired boiler), which generates negative impacts on
the environment. In order to identify the potential of the solar thermal
technology in the process of pasteurizing milk, simulations of the thermal
response of the system were made, with TRNSYS software, of a small solar
thermal plant that could be used in these industries. It has been found that
the vacuum tube solar collector system coupled to a storage tank and a
conventional heating system meets the heat demands in the pasteurization
process. In this way, the use of solar thermal energy in the pasteurization
industries can generate economic benefits, positive impacts to the environment
and decrease the risks of operation and handling compared to wood burning
boilers.
KEY-WORDS: Thermal Solar Energy; Solar
water heating; Pasteurization.
1 INTRODUÇÃO
No Brasil, a energia solar térmica ainda é usada
majoritariamente para fins residenciais, aquecendo a água do banho,
principalmente nas regiões sul e sudeste.
A indústria ainda tem muito espaço para avançar no uso de
energia solar térmica, visto que quase todos os processos industriais exigem
calor. Na Europa, 15% da energia consumida na indústria é para aquecimento, e
13% das aplicações industriais térmicas exigem temperaturas de até 100ºC [1]. A indústria de alimentos, por
exemplo, faz uso de água aquecida a temperaturas abaixo de 120ºC.
A pasteurização do leite é um desses
processos. Ela
consiste em submeter o leite a um choque térmico, aquecendo-o a uma temperatura
de 75ºC e resfriando-o logo em seguida (pasteurização rápida). A cadeia produtiva do leite apresenta
grande relevância socioeconômica para a Região Nordeste, sendo uma das
atividades mais presentes no semiárido. Porém, o baixo nível tecnológico
aplicado na exploração leiteira e a falta de gestão mais profissionalizada nas
propriedades conferem ao segmento produtivo indicadores técnicos aquém das suas
reais potencialidades
[2]. Sendo assim, a inserção da energia solar térmica nesse processo
representa uma forma de otimizar o consumo energético dessa indústria.
A produção de leite em Pernambuco, no
primeiro trimestre de 2018, foi superior a 55mil litros, ficando em terceira
posição atrás dos Estados do Ceara e Bahia. [3].
Além disso, o Nordeste é geograficamente
privilegiado em se tratando de irradiância solar. Pernambuco tem uma insolação
diária média anual de 7 horas e radiação global média de 5,9kWh/m2 [4]. Adicionalmente, e
devido a sua proximidade à linha do equador, faz com que não haja grande
variação na irradiância solar recebida ao longo do ano.
Atualmente, o Arranjo Produtivo Local (APL) do
leite de Pernambuco utiliza aquecedores elétricos, caldeiras a gás e caldeiras
a lenha para aquecer a água usada na pasteurização do leite.
Em forma similar a outros empreendimentos,
a instalação de sistemas térmicos solares no APL traria benefícios econômicos
no médio prazo, com a redução do consumo de eletricidade, gás e lenha, e
benefícios ambientais no longo prazo, com a diminuição de gases de combustão
gerados na queima da lenha e gás combustível [5].
Desta forma, o presente trabalho visa realizar
um estudo de viabilidade técnica do uso da energia solar térmica no processo de
pasteurização de leite, através do levantamento das demandas de calor de
processo de uma planta de pequeno porte, simulação do comportamento térmico da
planta usando o software TRNSYS, determinação da fração solar e analise dos
resultados.
2 FUNDAMENTAÇÃO TEÓRICA
2.1 Pasteurização
A
pasteurização é um tratamento térmico, no qual o alimento é submetido a um
aquecimento por tempo determinado seguido de um rápido resfriamento [6]. A pasteurização tem como objetivo
principal a destruição de micro-organismos patogênicos e deterioradores e/ou
enzimas indesejáveis presentes no alimento. O objetivo secundário é aumentar a
vida de prateleira, com a mínima redução dos valores nutricionais e sensoriais
do alimento. Dependendo do tipo de pasteurização utilizado e as condições de
armazenamento e embalagem, os produtos pasteurizados podem conter, ainda,
organismos vivos capazes de crescer, o que limita sua vida de prateleira.
Assim, a pasteurização é, muitas vezes, combinada com outros métodos de
conservação e muitos produtos pasteurizados são estocados sob refrigeração [7].
No Brasil é
obrigatório que todo o leite, assim como todos os derivados de lacticínios,
seja fabricado a partir do leite pasteurizado [8].
Para a
pasteurização de alimentos líquidos não muito viscosos, normalmente são
utilizados trocadores de calor de placas, PHE (Plate Heat Exchanger),
como mostrado na figura 1,
onde são mostrados as três seções de troca térmica e o tubo de retenção.
Este tipo
de trocador é o que melhor atende às exigências de higiene e limpeza das
indústrias alimentícias e farmacêuticas, pois eles podem ser desmontados,
limpos e inspecionados e apresentam maior facilidade no controle de
temperaturas, essencial para os processos de pasteurização e esterilização [9].
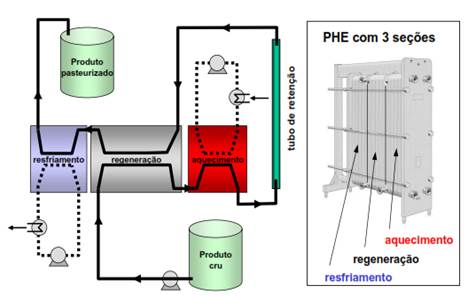
Figura 1: Pasteurizador de placas planas.
Fonte: [10]
Nos
processos de pasteurização, o controle da temperatura nas diferentes etapas do processo
é muito importante, especialmente na saída do tubo de retenção, que é o
encarregado de manter o produto no tempo e na temperatura definidos para o
processo. Durante a passagem do produto através do tubo de retenção ocorre a
destruição de micro-organismos e a inativação de enzimas, portanto, se a
temperatura de saída do tubo de retenção for menor do que a estabelecida, o
produto terá que ser novamente processado para garantir a segurança
microbiológica. Pelo contrário, se a temperatura de saída for maior, o produto
estaria sendo sobre processado. Como consequência, em ambos os casos, com
importantes perdas de qualidade do alimento, assim como incremento nos custos
de produção.
Assim como
em outros alimentos, o microrganismo mais termo-resistente no leite é o bacilo
da Tuberculose, sendo assim, ele é considerado como referência no tratamento
térmico do leite, já que qualquer tratamento térmico neste alimento que destrua
este microrganismo terá também destruído os outros micro-organismos,
assegurando assim uma redução importante na flora microbiana.
Na
literatura são encontrados três tipos de pasteurização: lenta, rápida e muito
rápida.
Na
pasteurização lenta são utilizadas temperaturas menores durante um intervalo maior
de tempo. Este tipo de pasteurização é a mais adequada para pequenas
quantidades de leite, por exemplo, o leite de cabra, onde a temperatura
utilizada é de 65°C durante 30 minutos.
A
pasteurização rápida também chamada como pasteurização HTST (High Temperature
Short Time) é aquela onde são utilizadas altas temperaturas durante curtos
intervalos de tempo, aproximadamente 75 °C durante 15 a 20 segundos sendo mais
utilizada para leite tipo A, B e C. A eficiência desta pasteurização é de
aproximadamente 95%, portanto, o produto precisa de refrigeração. O tempo de
prateleira desta pasteurização é aproximadamente 5 dias para o leite. A figura 2 apresenta o perfil temporal da temperatura no
processo HTST.
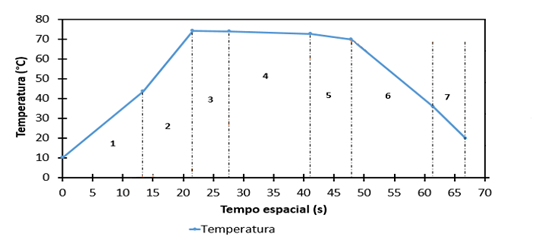
Figura
2: Perfil de
temperaturas do processo HTST. Fonte: [11]
Neste
processo, o leite cru
integral e bombeado ao trocador de calor de placas a 10ºC, onde será
pré-aquecido na seção de regeneração até a temperatura de 43ºC. Neste ponto
será dirigido ao conjunto de padronização / desnate para acerto do teor de gordura.
Após a seção de regeneração o produto será aquecido até a temperatura de 75ºC
mediante a circulação em contracorrente de água quente. Após a seção de
aquecimento, o produto será enviado ao tubo de retenção, onde permanecerá por 16
segundos. Atingida a temperatura de pasteurização desejada, o leite será
resfriado por efeito regenerativo até a temperatura aproximada de 39ºC, sendo
posteriormente resfriado a 17ºC mediante a circulação em contracorrente de água
gelada.
A
pasteurização muito rápida, denominada UHT (Ultra High Temperature)
também é conhecida como “longa vida”, devido ao tempo de prateleira de
aproximadamente 4 meses em estocagem a temperatura ambiente. As temperaturas
utilizadas nesta pasteurização vão de 130°C a 150°C, durante 3 a 5 segundos,
conseguindo uma eficiência de aproximadamente 99,99%, onde todas as formas
vegetativas das bactérias são eliminadas e o produto torna-se “comercialmente
estéril”, sendo possível a presença de algumas formas esporuladas que podem
eventualmente sobreviver, mas que não conseguirão se desenvolver nas condições
de estocagem [7].
Neste
trabalho será estudado um sistema termossolar que possa atender as demandas de
calor do processo HTST, o qual é tipicamente empregado no APL de laticínios.
2.2 Coletores de tubos a vácuo
Coletores solares de tubos a vácuo se apresentam como uma
tecnologia que pode ser empregada para atender as demandas típicas de processos
industriais que operam entre 50 °C e 200 °C. Sistemas baseados na tecnologia de
tubos a vácuo aproveitam melhor a radiação difusa, portanto funcionam
razoavelmente bem mesmo em dias nublados [12].
A estrutura deste tipo de coletor consiste em dois tubos
concêntricos de vidro borossilicato como mostrado na figura 3. O tubo interno é revestido com uma camada
de material absorvedor de calor, e entre estes tubos há vácuo, responsável pela
redução de perdas por condução e convecção.
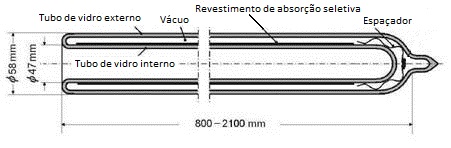
Figura 3: Coletor de tubos a vácuo.
Fonte: Adaptado de [13].
O calor absorvido pode ser extraído usando um tubo de calor
ou inserindo o liquido de trabalho dentro do tubo.
No primeiro caso, o tipo com o tubo de calor é conhecido pelo
seu termo em inglês, heat pipe. Este tubo, geralmente de cobre, tem um
pequeno diâmetro (menor que 10cm), é preenchido por um líquido condutor de
calor, que foi inserido a baixa pressão, para diminuir seu ponto de ebulição.
Este tubo metálico se estende até fora do tubo de vidro, no que se chama de
câmara de irradiação, como pode ser visto na figura 4. É esta câmara que é inserida no coletor de água a ser
aquecida. O líquido no interior do tubo de calor recebe a irradiação solar,
aquece e é elevado à câmara de irradiação, por diferença de densidade, onde
transfere calor para a água que envolve a câmara. Após a transferência de
calor, o líquido dentro da câmara retorna para a base do tubo de calor e
reinicia o processo.
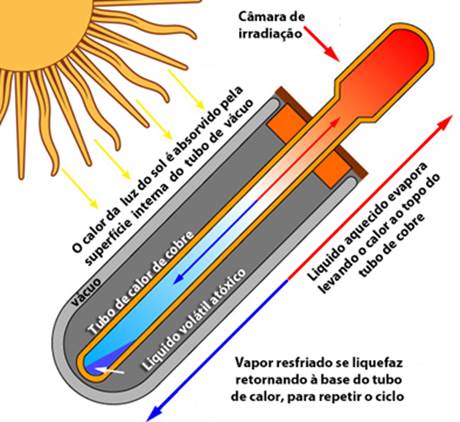
Figura 4: Coletor de tubos a vácuo tipo Heat Pipe.
Fonte: [14].
Nos modelos sem o heat pipe, também conhecido como water-in-glass,
o processo é semelhante, só que o líquido responsável pela troca de calor, flui
no interior do próprio tubo de vidro, como indicado na figura 5.
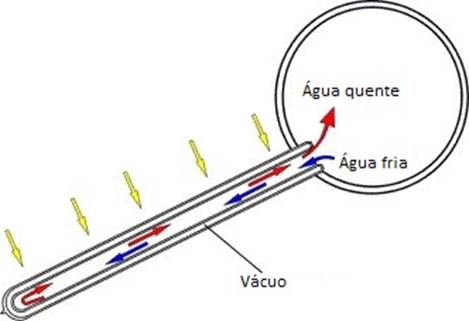
Figura 5: Coletor de tubos a vácuo tipo Water-in-glass.
Fonte: Adaptada de [15].
3 Métodos
O
dimensionamento adequado dos componentes de um sistema termossolar é um problema complexo, que inclui
componentes previsíveis (coletor e outras características de desempenho) e
imprevisíveis (dados climáticos).
A etapa
inicial na modelagem de um sistema é a derivação de uma estrutura a ser usada
para representar o sistema. Ao desenvolver uma estrutura para representar um
sistema, os limites do sistema consistentes com o problema que está sendo
analisado devem ser estabelecidos inicialmente. Isso é feito especificando
quais itens, processos e efeitos são internos ao sistema e quais itens,
processos e efeitos são externos. [1]
O
desempenho térmico do sistema foi determinado usando o software TRNSYS, o qual
é um programa de simulação de sistemas em regímen transitória [16]. Neste programa, foi
determinado o perfil de temperatura e fluxo de calor nos componentes do
sistema, a partir da simulação horaria das variáveis do processo, considerando
as informações de radiação solar, disponíveis na base de dados para o ano solar
médio da cidade de Recife.
3.1 Requisitos do Processo
Tipicamente, as pasteurizadoras que empregam o processo HTST
usam resistências elétricas ou vapor para aquecer o leite. Neste estudo, a
planta proposta terá uma fonte convencional de energia e um sistema auxiliar
baseado em energia solar.
A energia que deve ser absorvida pelo leite no processo de
aquecimento é dada por:
 (1)
(1)
onde  é a vazão em kg/s do leite circulando
pelo trocador de calor,
é a vazão em kg/s do leite circulando
pelo trocador de calor,  é a capacidade calorifica do leite
(3,93 kJ/K/kg), e
é a capacidade calorifica do leite
(3,93 kJ/K/kg), e  e
e  são as temperaturas do leite na
entrada e saída do trocador de calor, respectivamente. Considerando que a pasteurizadora opera
com uma vazão de leite de 1000 l/h, funcionando das 10h da manhã às 14h da
tarde, e que o sistema no estágio de aquecimento deve ser capaz de aumentar a
temperatura do leite de 55°C para 75°C, o consumo de energia dado pela equação (1) é de 78600 kJ/h (22
kW).
são as temperaturas do leite na
entrada e saída do trocador de calor, respectivamente. Considerando que a pasteurizadora opera
com uma vazão de leite de 1000 l/h, funcionando das 10h da manhã às 14h da
tarde, e que o sistema no estágio de aquecimento deve ser capaz de aumentar a
temperatura do leite de 55°C para 75°C, o consumo de energia dado pela equação (1) é de 78600 kJ/h (22
kW).
Esta energia é fornecida pela água que
circula pelo trocador de calor, onde será considerado que a eficiência global
de transmissão de calor, η, é de 80%. Desta forma, a energia fornecida pela
água é dada por:
 (2)
(2)
De forma análoga à equação (1), a vazão de água no
trocador de calor foi determinada considerando que o sistema de aquecimento de
água fornece água a 85 °C e que a temperatura da água na saída do trocador é de
55 °C.
3.2 Modelo
do Sistema
A
figura 6 mostra o esquema da planta que foi estudada. Neste diagrama podem ser
identificados o circuito primário onde está o coletor solar, o circuito
secundário ou de carga, onde está a caldeira ou fonte convencional de energia,
e finalmente o trocador de calor da pasteurizadora.
No
circuito primário foi empregado o coletor solar de tubos a vácuo do tipo water-in-glass,
o qual é facilmente comercializado no Brasil com o selo do INMETRO. O modelo do
coletor recebe informações meteorológicas relativas à cidade de Recife para
simular sua resposta térmica. A bomba de circulação de água tem um controle de
temperatura que permite seu acionamento somente quando a temperatura de saída
do coletor está acima da temperatura do tanque em 2 °C.
O
tanque possui duas entradas e duas saídas, sendo um par para o circuito do
coletor solar e outro para o circuito de carga. Para estabelecer a
estratificação de temperatura no tanque, a entrada de água quente proveniente
do coletor, e a saída de água quente para o circuito da carga, foram
posicionadas na parte alta do tanque, enquanto as entrada e saída de água fria
ficaram embaixo.
No
circuito secundário, a água quente proveniente do tanque, entra no símbolo da
caldeira, a qual representa a fonte convencional de calor. A temperatura na sua
saída é monitorada, para fornecer apenas a quantidade de calor necessária para
que a temperatura na sua saída permaneça constante. A água na temperatura
desejada segue para a etapa de aquecimento da pasteurizadora.
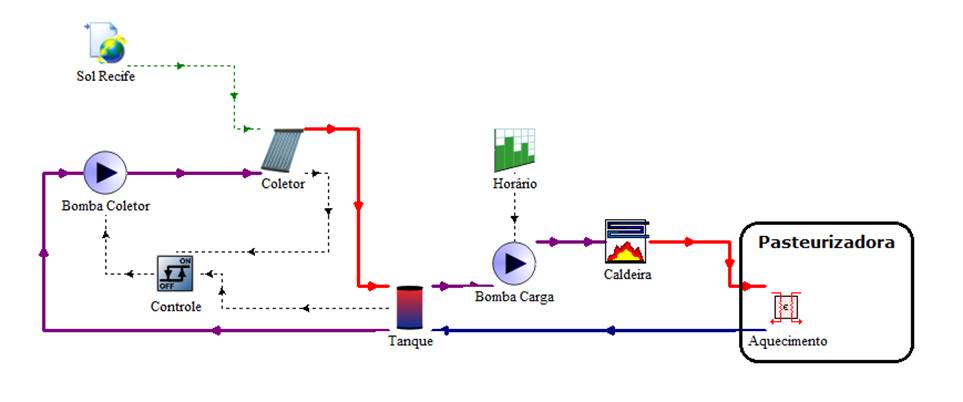
Figura
6: Modelo da planta solar usado no
TRNSYS.
Fonte: Elaborado pelo autor.
Por
outro lado, a partir das simulações foi possível determinar a fração solar, f,
definida como a relação entre a energia entregue pelo sistema de aquecimento
solar (Qsolar) e a energia consumida pelo sistema (Qsolar
+Qcaldeira), assim:
 (3)
(3)
A resposta térmica da planta depende principalmente da área
do coletor e o volume do tanque. Desta forma, a fração solar foi determinada
considerando que a área total do coletor varia em múltiplos da área de um
coletor unitário. Da mesma forma, os valores do volume do tanque empregado nas
simulações correspondem aos valores comerciais.
Os valores dos parâmetros empregados para o coletor solar,
tanque e fonte convencional são mostrados no quadro 1.
Quadro 1
|
COLETOR SOLAR
|
|
Tipo: Tubos a vácuo water-in-glass
|
|
Área
coletor unitário com 25 tubos (m2)
|
4,65
|
|
FR(ta)n
|
0,771
|
|
FRUL (W/m2K)
|
1,946
|
|
Inclinação
na direção N-S (graus)
|
20
|
|
Vazão
da bomba* (kg/h/m2)
|
72
|
|
Fonte convencional (Caldeira)
|
|
Potência máxima (kW)
|
22
|
|
Reservatório Térmico
|
|
Volume
(l)
|
300
1000
3000
|
*Segundo ISO
9806-1:1994 [17].
4 RESULTADOS
4.1 Volume do tanque
Para analisar o efeito do volume do
tanque no desempenho do sistema, foi determinada a resposta temporal da temperatura
do tanque considerando volumes de 300 l, 1000 l e 3000 l e a área de coletor de
9,3 m2. O resultado desta simulação é apresentado na figura 7. Observe que, quanto menor o tanque, sua
temperatura é maior, e sua resposta é mais rápida quando as bombas do circuito
primário e secundário são ligadas. No caso do volume do tanque de 300 l, sua
temperatura chega no valor mínimo antes do processo de pasteurização terminar.
Neste caso, a fonte convencional de energia irá suprir a maior parte de energia
do processo. Por outro lado, no caso do volume de 3000 l, a temperatura é menor
e varia muito pouco durante o processo de pasteurização, indicando que a fonte
convencional deverá suprir energia de forma constante. Para que o sistema
termossolar seja insensível à capacidade do tanque, é recomendado que o volume
seja major do que 50 l/m2coletor [12].
Desta forma, para as simulações do
sistema, escolheu-se um tanque de 1000l por ter um comportamento intermediário.
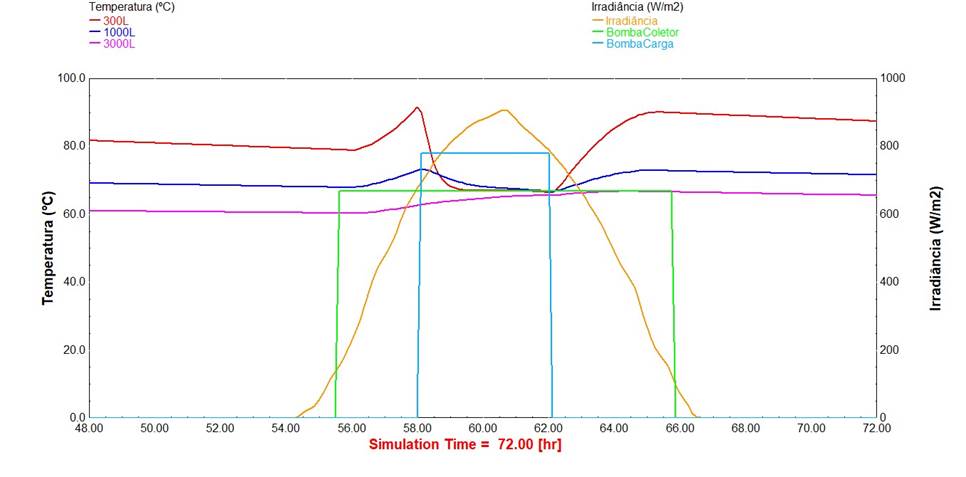
Figura
7:
Evolução temperatura na saída do tanque considerando volumes diferentes.
Fonte: Elaborado pelo autor.
4.2 Circuito primário
A figura 8 mostra,
por exemplo, a resposta térmica do circuito primário, durante o terceiro dia do
mês de janeiro, considerando um coletor (4, 65 m2 ).
A temperatura na
saída do coletor (ColSaida), está sempre acima da temperatura do tanque (TanqueSaída).
Após o coletor receber energia solar, indicada pela curva de irradiância, a
bomba do coletor é acionada automaticamente por causa da diferença de
temperatura entre coletor e tanque estabelecida no sistema de controle. Isso
faz a temperatura do tanque subir, acompanhando a temperatura do coletor. A
queda de temperatura no tanque acontece quando é acionada a bomba do circuito
de carga, ou seja, quando a pasteurizador está funcionando. Esse comportamento
se manteve regular ao longo do ano.
4.3 Circuito
Secundário
Neste circuito será analisada, a partir da figura
9, a temperatura da água na saída do tanque (Tanque saída), a temperatura na
saída do sistema convencional (CaldSaida), a temperatura do leite na saída da
pasteurizadora (LeiteSaida), assim como a energia consumida pelo processo de
pasteurização (Qpast), e a energia entregue pelo sistema termossolar (Qtanque)
e o sistema convencional (QCald). Como já foi analisado na seção 4.1, com o
volume do tanque de 1000 l, a temperatura do tanque tende a aumentar até que a
bomba do circuito secundário é acionada. A partir desse instante, a fonte
convencional entrega energia a água até atingir seu valor máximo estabelecido
em 85 °C. Desta forma foi verificado que a temperatura de processo de 75 °C foi
atingida.
Durante o funcionamento da pasteurizadora,
podemos analisar o fluxo de energia. O consumo total de energia pela
pasteurizadora é de aproximadamente 22kW, em concordância com o previsto pela
equação (1), e o tanque entrega
energia durante todo o processo, tendo sua maior contribuição em seu início.
Por outro lado, a fonte convencional entrega uma quantidade maior de energia,
também durante todo o processo, e tende a aumentar até o final do processo.
Nesta configuração pode-se observar que a
fração de energia entregue pelo sistema termossolar é de 12,51 % da energia
total requerida para operar o sistema.
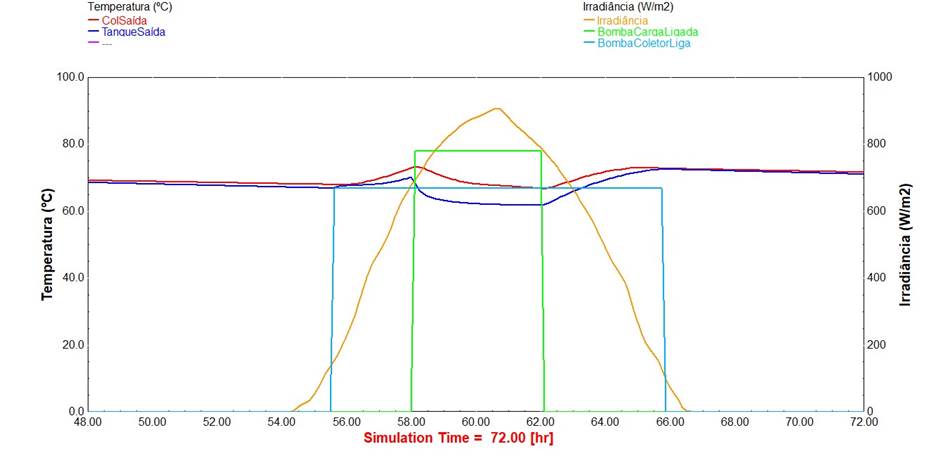
Figura
8: Resposta
térmica do circuito do coletor.
Fonte: Elaborado pelo autor.
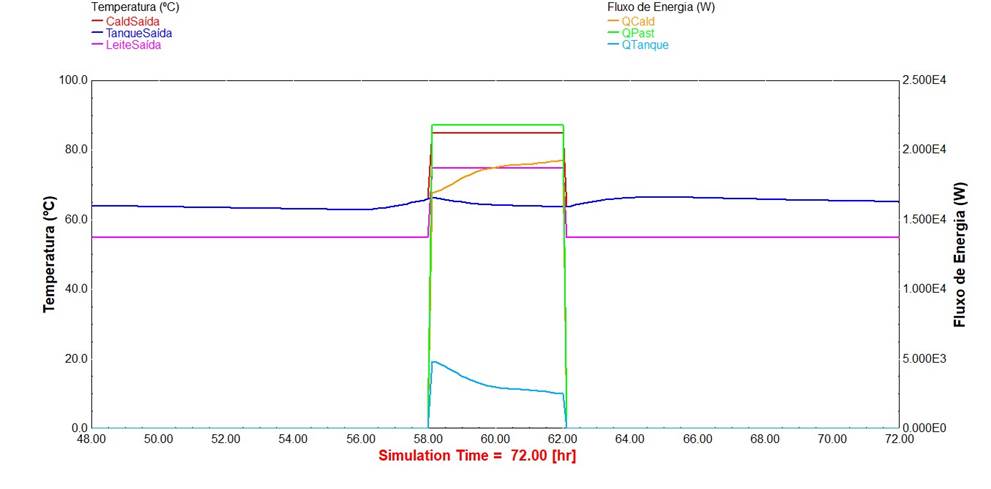
Figura
9 Resposta
térmica do circuito de carga.
Fonte: Elaborado pelo autor.
4.4 Fração Solar
O aumento da área do coletor solar vai
aumentar a quantidade de energia fornecida pelo sistema termossolar ao
processo, e consequentemente vai aumentar a fração solar. Considerando que os
coletores estão conectados em paralelo, a figura 10 mostra a resposta térmica
do sistema para um arranjo de 5 coletores. Nesta configuração, as temperaturas
não são fortemente modificadas em relação às temperaturas obtidas na
configuração com um coletor solar. Por outro lado, pode-se observar que no
início do processo, a energia entregue pelo tanque é suficiente para atender as
demandas de calor de processo. Na medida que o consumo de energia aumenta, a
quantidade de energia entregue pelo tanque diminui e é necessário a
participação da fonte convencional para suprir as demandas de calor de
processo. Nesta simulação a fração solar média anual foi de 70,39%. Apesar
dessa performance, há desvantagens, como o sobreaquecimento no início do
funcionamento da pasteurizadora. Mesmo com o sistema convencional desligado, a
temperatura passou da desejada, indicando a necessidade de instalação de algum
sistema de injeção de água fria no circuito, para controlar a temperatura de
entrada na pasteurizadora.
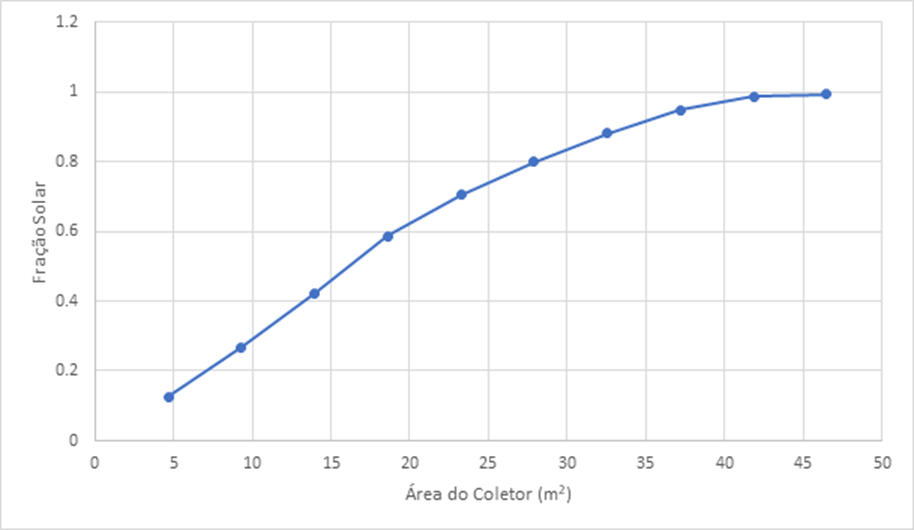
A dependência da fração solar com a área do
coletor não é uma relação linear [18]. Para o sistema estudado, esta dependência
é mostrada na figura 11.
Nesta figura, podemos observar que o maior
ganho é obtido com até 4 coletores, e vai diminuindo com o aumento de coletores
chegando quase a ser nulo quando passamos de 9 para 10 coletores. A
determinação da área ótima dos coletores para um empreendimento termossolar é
um problema econômico, onde deve ser analisado o ganho com o custo da energia
substituída, e o custo da implantação do sistema [18].
Para efeitos de comparação, simulações de pasteurizadoras
localizadas em Girona-Espanha (Latitude 42,37°N) e Sidi-Bouzid-Tunisia
(Latitude 35,04°N), com sistemas termossolares semelhantes à planta estudada
neste trabalho, mostraram uma fração solar média sazonal de aproximadamente 30%
e 58% com 30 m2 de área dos coletores, respectivamente [5]. No nosso caso, para
uma área de 27,9m2, foi obtida uma fração solar média anual de
79,9%. Para sistemas de grande porte nos Estados Unidos, com área de 4000 m2,
frações solares de 29% e 34% foram determinadas usando o TRNSYS para as cidades
de Madison (Latitude 43,07°N) e Fresno (Latitude 36,74°N), respectivamente [19].
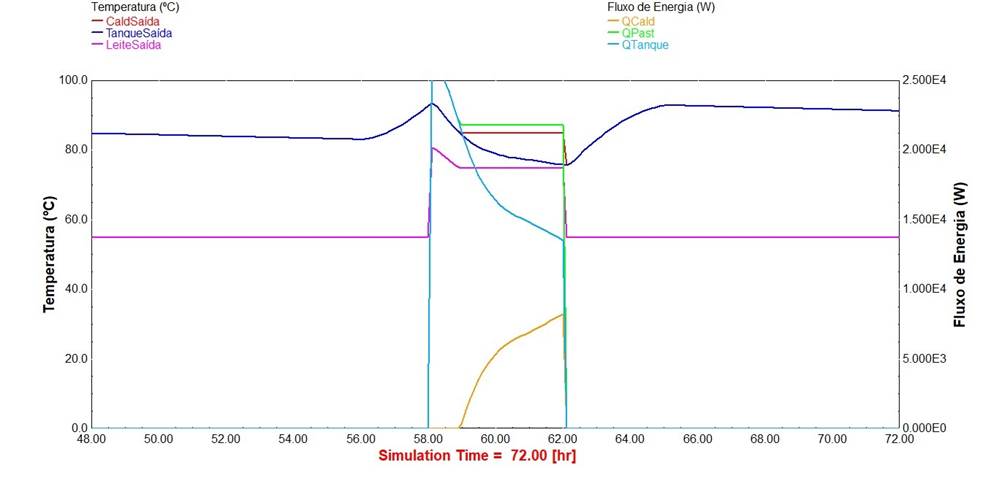
Figura 10: Resposta térmica do
circuito de carga, para um arranjo com 5 coletores.
Fonte: Elaborado pelo autor.
Figura
11:
Fração Solar média anual em função da área de coletores.
Fonte: Elaborado pelo autor.
4 CONCLUSÕES
O uso da energia termossolar nas indústrias
de laticínios para realizar o processo de pasteurização, é uma alternativa
viável do ponto de vista técnico, que pode contribuir positivamente, não somente
na economia de energia, mas também na redução do impacto ao meio ambiente.
Em vista que, a planta estudada possui
um tanque acumulador, a água quente armazenada pode ser usada tanto para a
pasteurização rápida como a lenta.
Por outro lado, com o aumento de
coletores solares, cresce também o aproveitamento da energia solar em
detrimento da convencional, mas seu aumento deliberado pode provocar
sobreaquecimento, o que demanda a aplicação de alternativas de controle de
temperatura, afetando a eficiência energética do sistema.
Finalmente, a comparação entre as frações solares
calculadas para plantas com demandas de calor de processo e áreas do coletor
similares, localizadas no Nordeste Brasileiro e em latitudes maiores do que
30°N, mostra que industrias localizadas no APL de laticínios tem maior
potencial para a exploração do recurso solar em seus processos, em comparação
com empresas com demandas similares localizadas em altas latitudes.
REFERÊNCIAS
[1] KALOGIROU,
S. The potential of solar
industrial process heat applications. Applied
Energy, v. 76, n. 4, p. 337–361, 2003.
[2] SANTOS
G. O.; DUARTE M. D. O. Diagnóstico do Arranjo Produtivo Local de Laticínios do
Agreste Pernambucano. In: CONGRESSO DE INICIAÇÃO CIENTÍFICA, 23., Congresso de
Iniciação em Desenvolvimento Tecnológico e Inovação da UFPE,
7., Encontro de Iniciação Científica do Ensino
Médio da UFPE, 3. 6-7 abril 2016,
Recife. Anais... Recife: UFPE, 2016.
Disponível
em: https://www.ufpe.br/documents/616030/926759/Diagnostico_do_arranjo_prod.pdf/969ee132-c4e5-4203-8cd3-e27bc9fc7410
[3] INSTITUTO BRASILEIRO DE GEOGRAFIA E ESTATÍSTICA. Pesquisa
Trimestral do Leite. Disponível
em https://www.ibge.gov.br/estatisticas-novoportal/economicas/agricultura-e-pecuaria/9209-pesquisa-trimestral-do-leite.html?edicao=21443&t=destaques Acesso em 27/11/2018.
[4] TIBA, C. Atlas solarimétrico brasileiro. Recife: Ed. Universitária da UFPE, 2000.
[5] ORTEGÓN,
A. C.; FELIPE, X.; PRIETO, J.; CORONAS, A. Energy analysis of a solar system
for heating and refrigeration in a dairy industrial application. Revue des Energies Renouvelables
Spécial ICT3-MENA,
Bou Ismail, p. 27 – 34, 2015
[6] SANCHO, M. F.; RAO, M. A. Residence time distribution
in a holding tube. Journal of Food Engineering, v. 15, p.1-19, 1992.
[7] POTTER, N. N.; HOTCHIKISS, J. H. Food Science.
5. ed. New York: Chapman & Hall, 1995.
[8] BRASIL. Resolução RDC nº 267, de 25
de setembro de 2003. Dispõe sobre o Regulamento Técnico de Boas Práticas de
Fabricação para Estabelecimentos Industrializadores de Gelados Comestíveis e a
Lista de Verificação das Boas Práticas de Fabricação para Estabelecimentos
Industrializadores de Gelados Comestíveis. Brasília, DF: AGÊNCIA NACIONAL DE VIGILÂNCIA Sanitária, 2003. Artigo
4.1.16.
[9] KIM,
H. B.; TADINI, C.C.; SINGH, R. K. Heat transfer in a plate exchanger during
pasteurization of orange juice. Journal of Food Engineering, v. 42, p.
79-84, 1999.
[10] GUT, J. A. W.; PINTO, J. M. Conhecendo os Trocadores de Calor a Placas. Disponível em: http://www.hottopos.com/regeq11/gut.htm
Acesso em 07 dez. 2018.
[11] CANO, I. A.; GUT, J. A. W. Modelagem e Simulação Dinâmica da
Pasteurização Contínua de Leite. In: CONGRESSO BRASILEIRO DE ENGENHARIA
QUÍMICA, 21., 2016, Fortaleza. Anais... Fortaleza: ABEQ, 2016.
[12] KALOGIROU, S. Solar Energy Engineering: Processes
and Systems. [s. l.]: Elsevier, 2009.
[13] ALL-GLASS VACUUM-TUBE COLLECTORS. In: SOLAR
ENERGY. c2019. Disponível
em: http://energyprofessionalsymposium.com/?p=5697 Acesso em: 17 mar. 2019.
[14] Coletor de tubos a vácuo. Disponível em: http://www.marla.pt/paineis-vacuo.php.
Acesso em: 20 dez. 2018.
[15] MORRISON G. L.; Budijardjo I.; Behnia M.
Water-in-glass evacuated tube solar water heaters. Solar Energy, v. 76, p. 135-140, 2004.
[16] Transient System
Simulation Tool. Disponível em: http://www.trnsys.com/ Acesso em 14 out. 18.
[17] GENEVA. ISO 9806-1:1994,
Test methods for solar collectors – Part 1: Thermal performance of glazed
liquid heating collectors including pressure drop. GENEVA: International
Organization for Standardization, 1994.
[18] DUFFIE, J. A.; BECKMAN, W. Solar Engineering of Thermal Processes. 3.ed. [s. l.]
John Wiley & Sons, 2006.
[19] SINGH, R. K.; Lund D. B.;
Buelow H. F.; Duffie J. A. Compatibility of Solar Energy with Fluid Milk
Processing Energy Demands. Transactions of the ASAE, v. 23, p.
0762–0766, 1980.