1
Introdução
Atualmente, os laboratórios de calibração e ensaios se deparam com um
constante desafio no que diz respeito à determinação de um intervalo de
calibração. A determinação da periodicidade entre calibrações deve ser
estabelecida de forma a reduzir os custos envolvidos, atendendo a viabilidade
econômica dos serviços prestados, com garantia da confiabilidade dos padrões e
equipamentos auxiliares, para que os resultados gerados sejam coerentes [1-8].
Segundo OLIVEIRA (2008), a estabilidade de um instrumento de medição, ou
sistema de medição, ou material de referência ou uma medida materializada é a capacidade
do mesmo manter perceptivelmente inalteradas suas características metrológicas.
Os responsáveis pela calibração de equipamentos se deparam constantemente
com o desafio de
minimizar custos e estabelecer conformidade com a ISO 9000 [9]. Tal fato é observado ao se abordar
as normas NBR ISO 9001 (2015) e NBR ISO/IEC 17025 (2006) [10,11]. À medida em que se amplia o custo como resultado de uma maior
frequência de calibrações, haverá uma diminuição do risco de se ter um
equipamento de medição não conforme e, em contra partida, há a possibilidade de
tornar esta prática financeiramente inviável.
A estabilidade, juntamente com o propósito e uso de um equipamento de
medição são a base para a determinação do intervalo de calibração que é
definido como o período entre uma calibração e outra, sucessivamente. O
eficiente estabelecimento desse intervalo representa uma ação de fundamental
importância para o efetivo controle metrológico, porém, não é uma tarefa fácil,
pois depende de uma série de fatores, onde os mais importantes são (NBR
10012-1, 1993) [12-16]:
· O tipo de equipamento;
· As recomendações do fabricante do
equipamento;
· Os dados gerados através do
estabelecimento do histórico de calibrações;
· A frequência de uso;
· A severidade de uso;
· A tendência ao desgaste de componentes
que exercem influência na medição;
· As verificações intermediárias
realizadas com outros equipamentos de medição, principalmente com outros
padrões;
· O grau de confiabilidade dos
laboratórios executantes da calibração;
· As condições ambientais as quais os
equipamentos estarão sujeitos (temperatura, umidade, vibração, etc.);
· A exatidão, repetibilidade e incerteza
de medição pretendidas e
· Os custos inerentes à calibração.
Existem várias
técnicas para a determinação dos intervalos de calibração, porém, nenhuma delas
é estabelecida como padrão, sendo sua adoção dependente do tratamento desejado
aos equipamentos de medição. Dentro desse contexto, os métodos usualmente
empregados são:
· Ajuste automático ou escalonado;
· Gráfico de controle;
· Histórico;
· Tempo de uso e
· Ensaio em serviço ou método da caixa
preta.
Um processo sob controle estatístico
significa que a sua variabilidade apenas acontece por causas aleatórias e que
as variáveis analisadas estão dentro de limites considerados como sendo de
controle com o passar do tempo. A elaboração de gráficos de controle para
variáveis se dá com o propósito de se monitorar, concomitantemente, o
comportamento da média amostral e da variabilidade para uma grandeza específica
em um determinado processo [23,24].
Os métodos
empregados em laboratórios para a determinação do intervalo de calibração dos
seus padrões e equipamentos auxiliares são métodos qualitativos que se baseiam
na experiência adquirida e na tentativa e erro.
Diante deste contexto, o presente trabalho de pesquisa
apresenta um estudo através da utilização de cartas de controle, verificando a
estabilidade dos pontos medidos em relação aos limites de controle, a fim de
estabelecer o intervalo de calibração em uma célula de torque, e desta forma contribuir com
empresas e laboratórios no estabelecimento da frequência de calibrações dos seu
sistemas e instrumentos de medição, pois a metodologia aqui aplicada,
estende-se aos demais setores e equipamentos, tornando-se uma ferramenta
simples e indispensável para usuários que desejem agregar confiabilidade
metrológica com redução de custos.
2
Materiais
e Métodos
Todo o procedimento experimental foi realizado nos laboratórios de
metrologia mecânica do Instituto Tecnológico de Pernambuco – ITEP e do
Instituto Federal de Pernambuco – IFPE – Campus Recife, onde os estudos foram
realizados em uma célula de torque digital, disposta em uma bancada, conforme Figura
1.

Figura 1: Bancada de torque utilizada nos experimentos.
Fonte: O
autor (2018).
A referida
célula de torque possui as seguintes características:
·
Indicação digital;
·
Sentido horário e
anti-horário;
·
Faixa nominal 0 –
100 N.m;
· Menor divisão 0,1 N.m.
Para
acompanhamento das variações da célula de torque foi utilizado um torquímetro
com as seguintes características:
·
Torquímetro
analógico (horário e anti-horário);
·
Faixa nominal 0 –
16 kgf.m;
· Menor divisão 0,5 kgf.m.
É importante
salientar que este torquímetro tem utilização única e exclusiva para
verificações intermediárias da célula de torque, sendo o mesmo devidamente
armazenado e manuseado por técnicos capacitados do laboratório. Por sua vez, os
resultados das calibrações desta célula de torque, presentes nos quatro últimos
certificados de calibração, são apresentados na Tabelas 1.
Tabela 1: Dados obtidos das quatro últimas calibrações da célula de
torque de 100 N.m.
|
Ano
|
Incerteza de Medição Herdada
(U)
|
Erro de Indicação
(EI )
|
Tendência Máxima (Tdmáx)
|
Fator de Abrangência (k)
|
|
N.m
|
%
|
N.m
|
|
1
|
0,06
|
0,17
|
0,10
|
2
|
|
2
|
0,06
|
0,25
|
0,15
|
2
|
|
3
|
0,06
|
0,43
|
0,26
|
2
|
|
4
|
0,06
|
0,43
|
0,40
|
2
|
Para realização de análise da estabilidade da célula de torque, foram
considerados os pontos 20 N.m, 40 N.m, 60 N.m e 80 N.m, com o intuito de
explorar ao máximo a faixa nominal do sistema de medição, sendo o valor de
fundo de escala preservado para não correr o risco de aplicar sobrecarga no
sistema. Em cada ponto citado foram realizadas quatro medições, com um intervalo
de 30 minutos entre uma medição e outra, visando a estabilização da célula de
torque, totalizando vinte amostras, sendo tomada uma única amostra por semana. A
Figura 2 apresenta um esquema contendo a sequência de medições realizadas por semana
para obtenção das amostras.
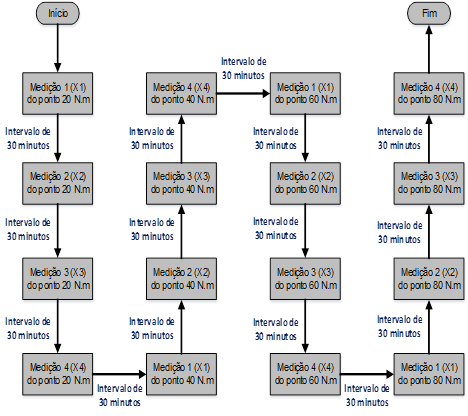
Figura 2: Sequência de medições realizadas por semana para obtenção das
amostras.
Fonte: O
autor (2018).
Assim, o tamanho da amostra n é igual a 4, a fim de alinhar
confiabilidade com custo e tempo, e o número de amostras m vale 20, uma vez que
a sequência de medições apresentada na Figura 2 foi realizada num período de
vinte semanas consecutivas. Para o caso de n< 10, deve-se utilizar como
carta de controle para variabilidade, a carta da amplitude ao invés da carta do
desvio padrão, pois no dia a dia da indústria é difícil realizar estudos acerca
da estabilidade de um processo a longo prazo, e neste caso realiza-se uma
análise com base na amplitude dos resultados, adotando os mesmos critérios de
estabilidade adotados para ensaios de longo prazo [23,24]. Assim, para cada um dos quatro
pontos verificados da célula de torque foi obtida uma carta de controle da
amplitude.
Para a elaboração da carta de controle, a linha central é dada pela
amplitude média de cada amostra  , o
limite superior de controle (LSCR) é obtido através da Eq.
(1) e o limite inferior de controle (LICR) obtido por meio da
Eq. (2) [6,7,23].
, o
limite superior de controle (LSCR) é obtido através da Eq.
(1) e o limite inferior de controle (LICR) obtido por meio da
Eq. (2) [6,7,23].
 (1)
(1)
Onde:
D4
= fator estatístico,
dependente do número de pontos da amostra.
 (2)
(2)
Onde:
D3 = fator estatístico, dependente do
número de pontos da amostra.
A Tabela 2 apresenta os fatores estatísticos para a determinação das
cartas de controle da média ( ) e da amplitude (
) e da amplitude ( ) para um número de amostra n
igual a 20 [23].
) para um número de amostra n
igual a 20 [23].
Tabela 2: Fatores estatísticos
|
Número de pontos da amostra (n)
|
Fatores
|
|
A2
|
D3
|
D4
|
|
4
|
0,73
|
0,0
|
2,28
|
O coeficiente
de capabilidade Cg foi utilizado neste trabalho para
acompanhar a estabilidade da célula de torque, onde convenciona-se que um
processo estará sob controle estatístico quando Cg >1 [6,7,23]. O seu valor é dado pela Eq. (3),
onde T é a tolerância admissível para o sistema de medição, w é o número de
desvios padrão ligado à dispersão e s é o desvio padrão amostral.
 (3)
(3)
Para o cálculo
de Cg, a variável w apresenta valores 4 e 6 [17-21]. Neste trabalho adotou-se w = 4 e a tolerância, T, considerada foi igual
a 8 N.m, o que representa dez vezes a incerteza máxima admissível do padrão, uma vez que a regra de ouro da
metrologia estabelece que a incerteza herdada máxima admissível adotada pelo
laboratório poderá variar entre 1/3 e 1/10 da tolerância admissível, sendo esta
incerteza igual 0,8 N.m [3,23].
Como o objetivo deste trabalho é determinar o intervalo de calibração,
foi realizado o monitoramento da estabilidade de uma célula de torque, onde
utilizou-se a carta de controle das amplitudes, cuja função é analisar a repetibilidade
das amostras coletadas, ou seja, verificar se o sistema de medição está sob
controle estatístico.
As cartas geradas a partir destas vinte amostras serviram como carta de
referência para o modelo estudado. Em seguida, foram realizadas coletas de
apenas uma amostra de cada ponto em estudo, e posterior comparação com a carta
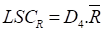
de controle de referência. Caso o valor do ponto analisado se apresente fora
dos limites de controle, uma nova coleta era realizada, tomando-se o cuidado de
verificar os possíveis aspectos apresentados no Diagrama de Ishikawa da Figura 3,
os quais são apresentados alguns causadores de influência nos resultados de uma
amostra acerca dos limites de controle.
Figura
3: Possíveis causadores de influência no
resultado de uma amostra acerca dos limites de controle.
Fonte: O autor (2019).
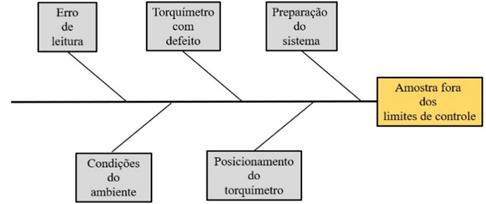
Caso o ponto
escolhido ainda se apresentasse fora dos limites de controle, a célula de
torque seria retirada de serviço para manutenção e recalibração. Tal
procedimento vale para qualquer um dos pontos analisados na faixa nominal do
sistema de medição. A Figura 4 apresenta um fluxograma contendo a sequência
experimental apresentada no presente trabalho.
Figura
4: Fluxograma da metodologia proposta
Fonte: O autor (2019).
3
Resultados
e Discussão
As Figuras 5, 6,
7 e 8 apresentam gráficos contendo os valores medidos (X1, X2, X3 e X4) em N.m,
nos respectivos pontos 20 N.m, 40 N.m, 60 N.m e 80 N.m, num período de vinte semanas.
Os valores apresentados já se encontram com as respectivas correções dos erros
sistemáticos. Por outro lado, todos os pontos de cada amostra foram testados no
software ANALYSIS com o intuito de se verificar possíveis outliers,
tomando os testes de Dixon, Grubbs e Chauvenet [22].
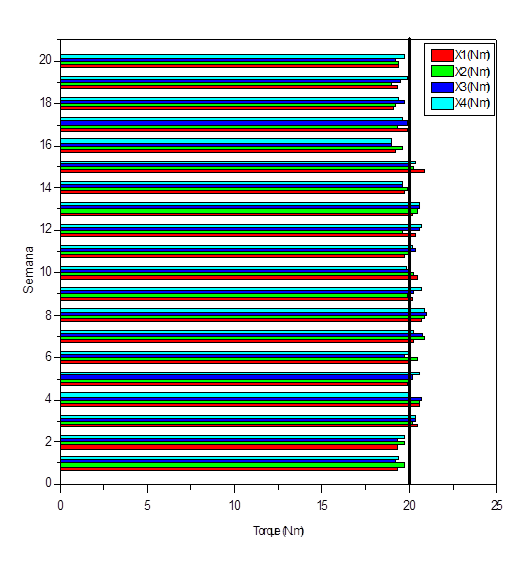
Figura
5: Gráfico de medições X1, X2, X3 e X4
para o ponto 20 N.m ao longo de vinte dias
Fonte: O autor (2019)
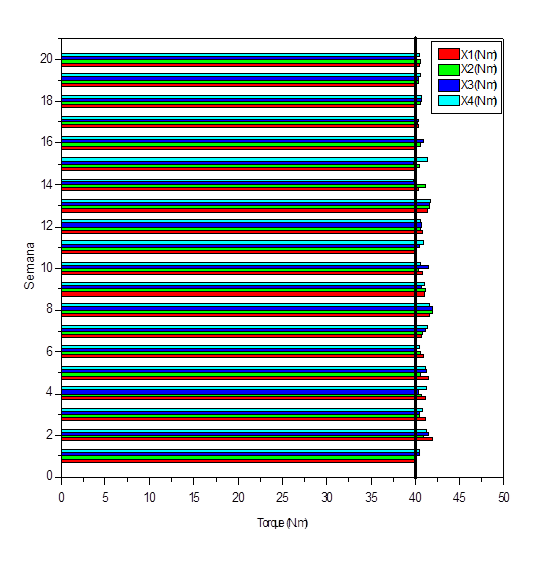
Figura
6: Gráfico de medições X1, X2, X3 e X4
para o ponto 40 N.m ao longo de vinte dias
Fonte: O autor (2019)
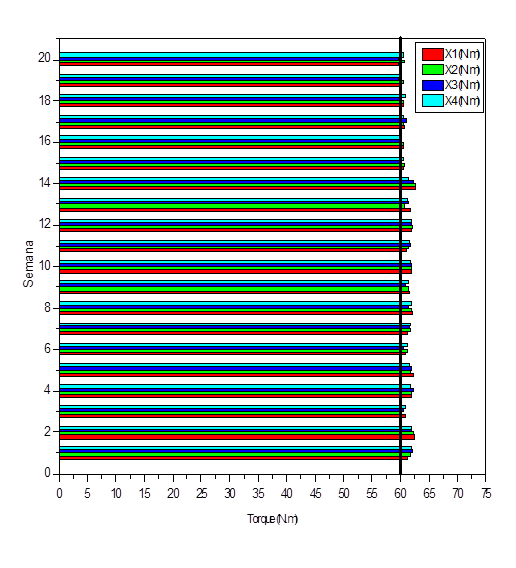
Figura
7: Gráfico de medições X1, X2, X3 e X4
para o ponto 60 N.m ao longo de vinte dias
Fonte: O autor (2019)
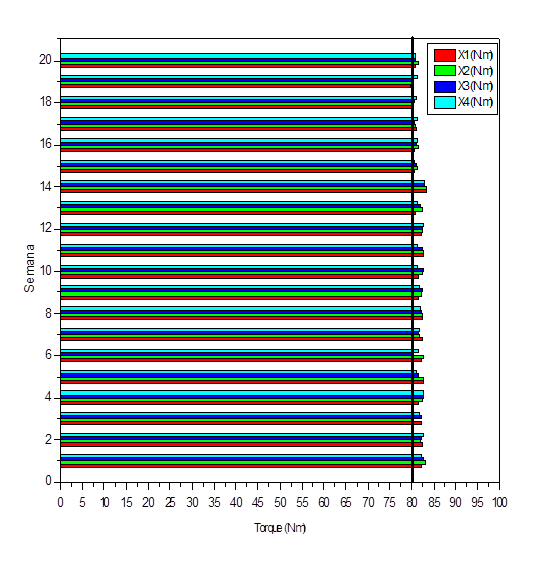
Figura
8: Gráfico de medições X1, X2, X3 e X4
para o ponto 80 N.m ao longo de vinte dias
Fonte: O autor (2019)
Com a obtenção dos valores de medição X1, X2, X3 e X4, dos respectivos
pontos 20 N.m, 40 N.m, 60 N.m e 80 N.m, pode-se observar a variabilidade dos
resultados de medição devido aos fatores causadores de influência que são
apresentados na Figura 3. Utilizando as equações (1), (2) e (3), foi possível
obter as correspondentes cartas de controle, bem como os coeficientes de
capabilidade Cg.
As Figuras 9, 10, 11 e 12 apresentam as cartas de controle da amplitude
para os pontos de 20, 40, 60 e 80 N.m. As linhas verde, vermelha e azul,
representam o limite superior de controle (LSCR), a amplitude média ( ) e o limite inferior de controle (LICR), respectivamente.
) e o limite inferior de controle (LICR), respectivamente.
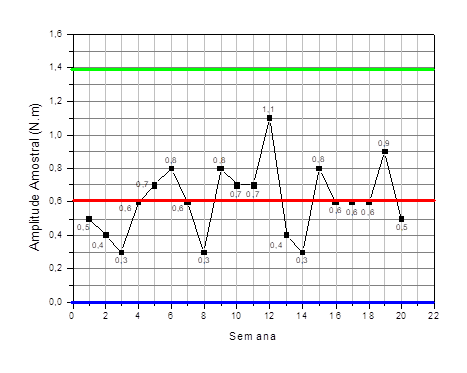
Figura
9: Carta de controle da amplitude para o
ponto de 20 N.m.
Fonte: O autor (2019).
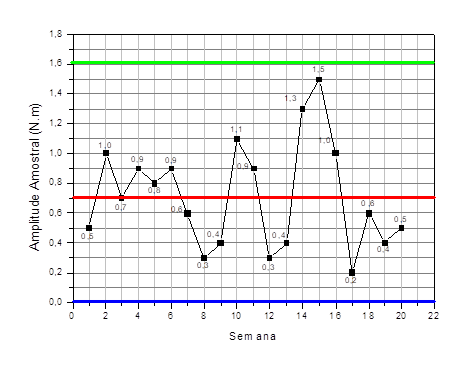
Figura
10: Carta de controle da amplitude para o
ponto de 40 N.m.
Fonte: O autor (2019).
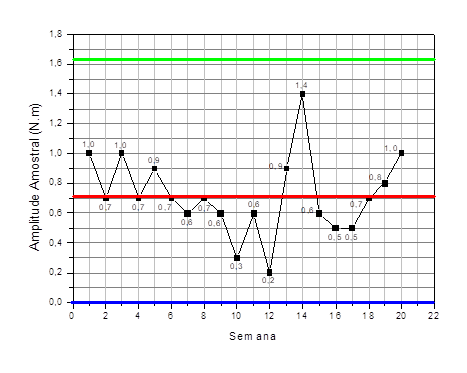
Figura
11: Carta de controle da amplitude para o
ponto de 60 N.m.
Fonte: O autor (2019).
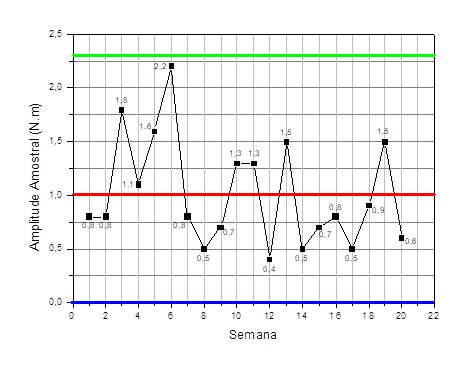
Figura
12: Carta de controle da amplitude para o
ponto de 80 N.m.
Fonte: O autor (2019).
Analisando as cartas de controle apresentadas pelas Figuras 9, 10, 11 e 12,
observa-se que todas as variações estiveram contidas dentro dos limites de
controle, ou seja, não foram obtidos pontos fora de especificação.
A Tabela 3 apresenta os valores de Cg para os pontos analisados,
considerando-se as 20 amostras.
Tabela
3: Dados referentes ao coeficiente de
capabilidade Cg.
|
Pontos
|
Cg
|
|
20 N.m
|
1,46
|
|
40 N.m
|
1,24
|
|
60 N.m
|
1,23
|
|
80 N.m
|
0,85
|
O valor ideal
para o Cg é acima de 1,33, porém, valores entre 1 e 1,33 poderão ser
aceitos para o sistema de medição ser considerado estável, mas despertando o
alerta. Neste caso, ao invés de se coletar 1 amostra semanal, deverão ser
coletadas 2 amostras, sendo também montadas as cartas de amplitude para fins de
comparação.
Pode-se
verificar, através da análise da Tabela 6, que o ponto de 80 N.m apresentou
valor de Cg igual a 0,85. Como o valor foi inferior a 1, após
avaliação das possíveis fontes causadoras de desvios e respeitando a sequência
apresentada na Figura 4, foi retirada uma nova amostra, cujos valores estão
mostrados na Tabela 4. O valor de Cg neste caso foi 1,14, e como foi
superior a 1, torna-se aceitável. Ainda pode-se destacar que a variabilidade
entre os valores de Cg das amostras no ponto 80 N.m, provavelmente está
relacionada às fontes causadoras de influência no resultado de uma medição,
apresentadas anteriormente na Figura 3.
Tabela
4: Dados referentes à amostra adicional
para o ponto 80 N.m.
|
Ponto
(N.m)
|
X1
(N.m)
|
X2
(N.m)
|
X3
(N.m)
|
X4
(N.m)
|
Cg
|
|
80
|
80,6
|
79,9
|
80,6
|
80,6
|
1,14
|
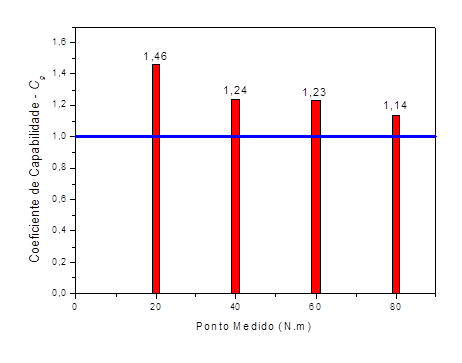
A Figura 13
apresenta um gráfico contendo o valor de Cg de cada ponto medido. Neste
gráfico, a linha azul representa o valor de referência de Cg igual a 1.
Figura
13: Gráfico contendo os valores do
coeficiente de capabilidade de cada ponto medido.
Fonte: O autor (2019).
Analisando o
gráfico acima, constata-se que os valores de Cg se mantiveram acima 1,
indicando estabilidade do processo e configurando-se em controle estatístico.
Também pode
ser constatado que os valores obtidos nas cartas de controle se mantiveram
entre os limites superior e inferior de controle, indicando uma convergência
entre o estudo dos coeficientes de capabilidade e das cartas de controle,
corroborando para a confiabilidade do trabalho de pesquisa e atendendo ao
fluxograma apresentado na Figura 4.
Devido aos
pontos medidos terem se encontrado dentro dos limites de controle, pode-se
realizar um novo acompanhamento por mais seis meses, o que resulta num maior
intervalo de calibração, uma vez que a última calibração datou em um ano antes
da aplicação do estudo. Desta forma, obtém-se menor custo com calibração e
maior disponibilidade do equipamento.
4
Conclusão
A variabilidade dos resultados de medição apresentados nas Figuras 5, 6,
7 e 8, comprova a vulnerabilidade de sistemas e instrumentos de medição quanto
a fatores causadores de influência nos resultados de uma amostra, apresentados
na Figura 3, mostrando que um processo poderá estar sendo avaliado de forma
incorreta caso não os considere.
Verifica-se coerência entre os dados apresentados nas cartas de controle
e os coeficientes de capabilidade, justificando a aplicabilidade do método
proposto para determinação de intervalos de calibração.
Através das
verificações realizadas semanalmente, foi possível constatar que a célula de
torque apresentou variações dentro dos limites de controle, assim como os
coeficientes de capabilidade obtidos ficaram entre os valores esperados,
contudo se faz necessário um período maior de avaliação caso se deseje
acompanhar e investigar possíveis tendências e oscilações do sistema.
Com o presente
estudo, foi possível aumentar o intervalo de calibração, uma vez que no período
de verificações o sistema apresentou-se conforme no que diz respeito aos
limites de controle.
A metodologia
proposta, mostrou-se confiável, e pode ser utilizada para a determinação de
intervalos de calibração de qualquer sistema ou instrumento de medição
aplicados nas mais diversas áreas do conhecimento.
5
Referências
[1] LIRA, F. A. Metrologia – Conceitos
e práticas de instrumentação. Editora Saraiva Ebooks, 2019.
[2] FELIX, RODRIGO P. B. COSTA;
BERNARDES, AMÉRICO. Metrologia – Fundamentos. Vol. 1, Editora BRASPORT,
2017.
[3] ABACKERLI, ÁLVARO J.; PEREIRA, PAULO
H.; OLIVEIRA, MARIA C.; MIGUEL, PAULO A. CAUCHICK. Metrologia para a
qualidade. 1ª Edição, Editora LTC, 2016.
[4] SILVA NETO, JOÃO CIRILO DA. Metrologia e controle
dimensional.
2ª Edição , Editora LTC,
2018.
[5] MENDES, ALEXANDRE; ROSÁRIO, PEDRO
PAULO NOVELLINO DO. Metrologia e incerteza de medição: Conceitos e
aplicações. 1ª Edição, Editora LTC, 2019.
[6] COSTA, A. F. B.; EPPRECHT, E. K.;
CARPINETTI, L.C.R. Controle estatístico de qualidade. 1ª edição, Editora
ATLAS, 2005.
[7] MONTGOMERY, D. C. Introdução ao
controle estatístico de qualidade. 7ª edição, Editora LTC, 2017.
[8] WYATT, D.W. & CASTRUP, H.T. Managing Calibration
Intervals. Presented at the NCSL 1991 Annual Workshop & Symposium,
Albuquerque, August 1991.
[9] ABNT NBR ISO 9001 - Sistema de
gestão da qualidade - Requisitos. Associação Brasileira de Normas Técnicas
– ABNT, Rio de Janeiro, 2015.
[10] ABNT NBR ISO/IEC 17025 – Requisitos
gerais para competência de laboratórios de ensaio e calibração. Associação
Brasileira de Normas Técnicas – ABNT, Rio de Janeiro, 2006.
[11] BARE, A. Simplified Calibration
Interval Analysis. NCSL International Workshop and Symposium, 2006.
[12] ISO/ABNT NBR 10012-1. Requisitos
de garantia da qualidade para equipamentos de medição – Parte 1: Sistema de
comprovação metrológica para equipamentos de medição. ABNT, Rio de Janeiro, 1993.
[13] ILAG. G 24 - Guidelines for the determination of
calibration intervals of measuring instruments. OIML D 10. International
Organization of Legal Metrology, 2007.
[14] NCSL. Recommended Practice RP-1, Establishment and
Adjustment of Calibration Intervals. 15th, November, 1989.
[15] CASTRUP, H. & JOHNSON, K.M. Techniques for Optimizing
Calibration Intervals. Presented at the ASNE Test & Calibration
Symposium, Arlington, December 1994.
[16] OLIVEIRA, J.E.F. de. Fundamentos básicos da qualidade aplicados ao setor
industrial e de serviços. Editora
Livro Rápido, 1a Edição, Olinda, 2016.
[17] TUOMINEN, V.; NIINI, I. Verification of the accuracy of a
real-time optical 3D-measuring system on production line. The international
archives of the photogrammetry, remotes ensign and spatial information
sciences. Vol. XXXVII. Part B5. Beijing, 2008.
[18] BUJARA, M.; IMKAMP, D. Acceleration of quality control on
coordinate measuring machines with “navigator scanning”. Annals of the
Oradea University. Fascicle of management and technological engineering, volume
VI (XVI), 2007.
[19] JANKOVYCH, R.; BEER, S. T-72 tank barrel wear.
International journal of mechanics, issue, 4, volume 5, 2011.
[20] RAHMATI, S.H.A.; AMALNICK, M.S. Fuzzy gauge capability (Cg
and Cgk) through buckley approach. International journal of
mechanical, aerospace, industrial, mechatronic and manufacturing engineering,
vol. 9, n. 8, 2015.
[21] POLÁK, P.; DRLICKA, R.; ZKINANSKY, J. Capability
assessment of measuring equipment using statistic method. Management systems in production engineering,
n. 4 (16), pp 184 – 186, 2014.
[22] NOGUEIRA, M.B.M.; SANTOS, L.V.;
OLIVEIRA, J.E.F.; GUIMARÃES, P.B. Desenvolvimento do programa computacional Analysis
para detecção de outliers. Revista Cientec, Vol5, n. 2, pp 40 – 49,
Recife, 2013.
[23] ALBERTAZZI, A.; SOUZA, A. R. Fundamentos
da metrologia científica e industrial. Barueri: São Paulo, Editora Manole,
2008.
[24] ROTONDARO, R. G. Seis sigma:
estratégia gerencial para a melhoria de processos, produtos e serviços. São Paulo, 1ª edição,
Editora Atlas, 2008.