1
Introdução
O
incessante progresso das transformações econômicas e tecnológicas vem
contribuindo para o aumento da necessidade das empresas em aderirem a novos
métodos e ferramentas, buscando garantir a qualidade em seus processos e
produtos, tornando-as mais competitivas e produtivas. Dessa maneira, com a busca
pela melhoria contínua, as ferramentas da qualidade foram desenvolvidas para
facilitar a coleta de dados e aplicação de conceitos, contribuindo assim para a
melhoria da qualidade de serviços, processos e produtos [1].
As ferramentas são
frequentemente utilizadas na indústria porque podem contribuir, por meio de
técnicas estruturadas, para facilitar a remoção de causas dos problemas, obtendo
assim uma maior produtividade e, consequentemente a redução de perdas. Desse
modo, pode-se entender que essas técnicas, deveriam ser ensinadas às
organizações e aplicadas em sua rotina, possibilitando na identificação de oportunidades,
aperfeiçoamento e eliminação de perdas [2].
Assim,
como qualquer outro, o setor da indústria de alumínio necessita de um
acompanhamento de seus processos e produtos, porém demanda um alto padrão de
qualidade dos seus materiais, devido ao alto valor de mercado [3].
O
Brasil é o décimo primeiro produtor de alumínio primário, é o quarto produtor
de bauxita, e terceiro produtor de alumina, cenário esse, causado pela perda de
competitividade do mercado brasileiro. A principal razão para esse
acontecimento é derivada do aumento do custo de energia, da instabilidade da
economia, e da falta de uma política de longo prazo para o setor. A indústria
do alumínio vem sendo prejudicada desde 2015, por causa da crise política que o
país vem enfrentado e que afeta diretamente na redução dos principais
indicadores do mercado [4].
Portanto,
as ferramentas da qualidade são essenciais para o controle e o gerenciamento da
produção também na indústria de alumínio, já que podem contribuir para a
incorporação de melhorias e promoção de melhores resultados.
2
Metodologia
Uma
empresa que fabrica e comercializa alumínio, apresentava problemas efetivos de
qualidade, que resultava no crescimento do número de reclamações de clientes. A
empresa em questão decidiu realizar uma análise e tratamento da situação de
maneira estruturada, dessa maneira, foram aplicadas as ferramentas da qualidade
para análise e solução dos problemas encontrados.
Este
trabalho trata-se de uma pesquisa-ação aplicada na empresa de alumínio, no qual
foi inicializada uma pesquisa exploratório-descritiva, com sua coleta de dados
desenvolvida a partir das reclamações e dos registros internos relacionados aos
problemas e dados de produção. Em seguida, foi realizada a aplicação prática
das ferramentas da qualidade.
3
Revisão
de Literatura
3.1
Segmento
de Indústrias de alumínio
O
alumínio é uma commodity global, uma mercadoria fabricada em larga
escala e comercializada em nível mundial, estando presente em 236 plantas
localizadas em 42 países e em 5 continentes. É um metal cuja industrialização começou no
fim do século XIX e que vem crescendo ao longo do tempo, apresentando um alto
valor de lucratividade para o mercado mundial. Ele pode ser aplicado de muitas
formas, por isso é um dos materiais mais utilizados no mundo todo. Já que é
caracterizado por ser leve, durável e brilhante, o alumínio tem uma excelente
performance e propriedades superiores na maioria das aplicações, encontrando-se
em diversos setores industriais, como: bens de consumo, automotivo e
transportes, construção civil, embalagens, indústria elétrica, máquinas, etc [5].
Mesmo
com os problemas enfrentados pelo setor, a produção do alumínio no Brasil e a demanda
interna por produtos transformados de alumínio apresentou uma melhora. Em 2017
o consumo foi de 1.263 mil toneladas contra 1.205 mil toneladas em 2016. Já a
exportação e importação apresentaram uma queda de 22,63% e 0,38 %
respectivamente, em relação a 2016 [4].
Considerando
as oportunidades de mercado e a perda de competitividade do Brasil no segmento,
a preocupação com a qualidade do seu produto não é apenas um diferencial, mas
uma necessidade.
3.2
Gestão
da Qualidade
Com
o processo de globalização, a qualidade como fator de melhoria de processos e
produtos passou por inúmeras modificações e reestruturações, baseadas
principalmente pelas necessidades de renovação das instituições. Dessa maneira,
a qualidade passou a ser vista como um todo e não apenas um processo isolado e
independente.
O
processo de reestruturação da qualidade passou por quatro fases, denominadas
eras da qualidade, que apresentaram diferentes abordagens, provocando mudanças
nas práticas industriais, tal evolução pode ser visualizada na Figura 1. Em
meados dos anos 20, o foco da qualidade era a inspeção, com interesse na
verificação dos materiais e produtos, buscando a uniformidade. Entre os anos 30
a 40 o foco passou para o controle da qualidade, com ênfase na uniformidade dos
produtos, usando menos inspeção e buscando tal controle por meio de ferramentas
e técnicas estatísticas [6].
Por
volta dos anos 50 a 60 o foco passou para a garantia da qualidade, sendo o
principal interesse a coordenação de fabricação, desde o projeto até o cliente,
com a contribuição de todos os grupos funcionais para impedir falhas na
qualidade. Na década de 70 o foco passou para a gestão da qualidade total, com
ênfase em atender as necessidades do mercado e dos clientes, bem como na
prevenção de não conformidades, através do planejamento estratégico e
mobilização da organização, visando associar a qualidade com todas as etapas e
processos [6].

Figura 1: Evolução da qualidade.
Fonte: Adaptado de Paladini (2006)
A
gestão da qualidade total é considerada como a última fase da evolução dos
conceitos da qualidade. Utiliza como base para melhoria contínua o ciclo PDCA,
que pode ser visualizado na Figura 2, cuja finalidade é o gerenciamento de
processos e o alcance de metas. O ciclo PDCA preconiza a melhoria contínua dos
processos, serviços e produtos por meio de 4 etapas sequenciais: planejar,
fazer, checar e agir e passou a ser usado como base para a formação de sistemas
de gestão da qualidade [7].
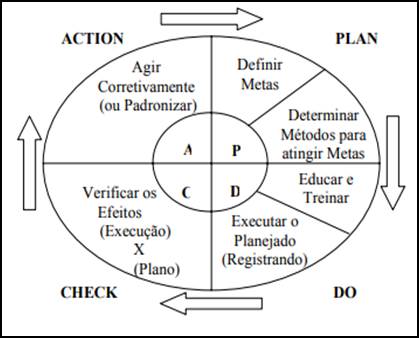
Figura 2: Ciclo PDCA.
Fonte: Adaptado de Mariani (2005)
3.2.1
Sistema
de Gestão de Qualidade
O
sistema de gestão da qualidade (SGQ) pode ser visto como um conjunto de
práticas que são aplicadas e desenvolvidas nas empresas para padronização e
controle de processos. Essas práticas são definidas conforme as necessidades e
expectativas das partes interessadas, buscando a melhoria contínua dos
processos, serviços e produtos. Ele muda o foco da qualidade da operação para
toda a organização, contribuindo para a redução de custos e perdas, além de
favorecer a otimização de processos e serviços [8].
A
introdução de um SGQ é uma decisão estratégica para qualquer empresa, pode
contribuir para melhorar seu desempenho global e fornecer meios para o desenvolvimento
sustentável da organização. Os benefícios para uma empresa que implanta o SGQ podem
ser inúmeros, como: padronização dos processos, melhora na comunicação interna,
redução de retrabalho e custo, além de aumentar a satisfação do cliente e
encontrar oportunidades de melhoramento dos serviços e produtos [9].
Existem
cinco táticas estratégicas para contribuir na implantação do SGQ [10]:
·
Definir
qual o escopo do SGQ da empresa assim como os produtos;
·
Envolver
todas as pessoas no processo de implantação;
·
Realizar
um diagnóstico da situação atual da empresa, em relação ao modelo que deseja
implantar;
·
Mapear
os processos relevantes da empresa;
·
Definir
as metas e os indicadores que serão avaliados e acompanhados pelos SGQ;
·
Posteriormente
utilizar métodos para avaliar a eficiência e a eficácia da gestão da qualidade.
A
implantação de um SGQ em uma organização precisa ser estrategicamente
planejada, de maneira a garantir a melhoria dos resultados da organização.
3.3
Ferramentas
da qualidade
Para
a aplicação e manutenção de um sistema de gestão da qualidade, é importante a
utilização de ferramentas para auxiliar no controle de processos e cumprimento
de objetivos. As
ferramentas da qualidade são utilizadas na busca pela melhoria de processos e
para resolução de problemas relacionados à qualidade. Elas têm como objetivo
principal facilitar a melhor compreensão de processos e a tomada de decisão com
base em fatos e dados [11].
As
ferramentas básicas para a qualidade possuem o propósito de auxiliar e
direcionar a resolução de problemas. Algumas das mais conhecidas são: brainstorming,
histograma, folha de verificação, 5 Porquês, plano de ação, gráfico de Pareto e
diagrama de causa e efeito.
3.3.1
Brainstorming
O
brainstorming é uma ferramenta conhecida como tempestade de ideias, que pode
auxiliar uma equipe na elaboração de ideias em um curto espaço de tempo. O objetivo
principal é de incentivar a criatividade de um grupo, no qual consiste em
trabalhar com o intuito de averiguar o entendimento de problemas ou as
possíveis causas do que precisa ser corrigido [12].
3.3.2
Histograma
O histograma é
um gráfico de barras no qual se pode observar a distribuição de dados por
categoria. É uma ferramenta muito utilizada na estatística de processos, pois torna possível
verificar a frequência com que variam os fatores, facilitando o estudo de determinadas
situações [13].
A
estrutura do histograma irá depender de qual processo será analisado e ajudará
na delimitação de um indicador de desempenho para servir de parâmetro na análise
dos dados. Também é importante determinar o intervalo de tempo e a quantidade
de dados que serão utilizados [13].
3.3.3
Folha de verificação
A
folha de verificação é um formulário utilizado para a coleta de dados,
contribuindo para a verificação e distribuição de um item de controle. O
principal objetivo dessa ferramenta é facilitar a coleta, registro e
padronização dos dados [13].
Para
a elaboração de uma folha de verificação, é necessário primeiro definir o
objetivo da coleta de dados que estará sendo realizada, para só então coletar
dados suficientes, que representem os resultados aguardados e, posteriormente,
definir qual o modelo de folha de verificação será mais apropriado para análise.
3.3.4
5 Porquês
A
análise dos 5 Porquês é uma técnica simples e efetiva que contribuí para a
identificação das causas de problemas, na análise de causa raiz, muito utilizada
na área da qualidade, mas podendo ser aplicada em qualquer área [14].
Os
5 porquês é uma ferramenta criada por Taiichi Ono, considerado o pai do
Sistema Toyota de produção, que consiste em realizar a pergunta ” Por quê”
cinco vezes para identificação e compreensão da causa do problema. Não
necessariamente é preciso realizar as cinco perguntas, desde que a causa raiz
do problema seja encontrado [14].
3.3.5
Gráfico de Pareto
O
gráfico de Pareto é uma das ferramentas mais utilizadas nas organizações. É um
gráfico de barras verticais, onde é possível ordenar dados a partir do valor
mais alto até o valor mais baixo, traçando uma curva para demonstrativo das
porcentagens acumuladas, conforme pode ser visualizado na Figura 3. A
utilização do gráfico de Pareto contribui para facilitar a visualização das
causas ou dos problemas que precisam ser investigados em determinado processo [15].
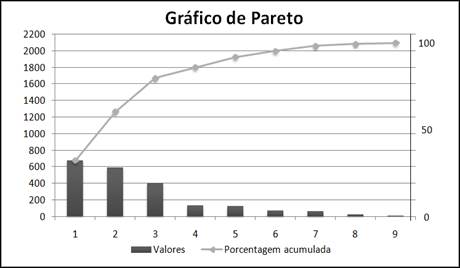
Figura 3: Gráfico de pareto.
Fonte: Adaptado de Corrêa e Corrêa (2012).
É
possível visualizar na Figura 3 que as colunas são dispostas da maior para a
menor frequência, sendo formada uma linha que apoia no entendimento do
princípio 80-20, onde devem ser identificados os poucos itens que muito
impactam na situação, em detrimento dos diversos itens que possuem pouco
impacto.
3.3.6
Diagrama de causa e efeito
O
diagrama de causa e efeito, também conhecido como diagrama de Ishikawa ou
gráfico de espinha de peixe, foi criado em 1943 pelo engenheiro japonês Kaoru
Ishikawa e tem como objetivo principal realizar a análise das operações nos
processos produtivos. O diagrama de causa e efeito tem uma estrutura parecida
com uma espinha de peixe, onde o eixo principal é visto como o fluxo de
informações e as espinhas como os aspectos secundários, que contribuem para a
análise do problema, como pode ser visualizado na Figura 4 [15].
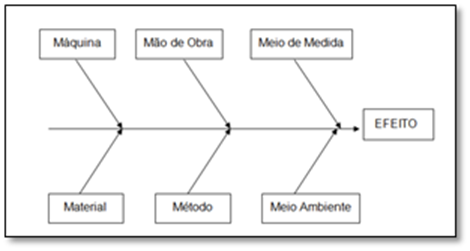
Figura 4: Diagrama de causa e efeito.
Fonte: Adaptado de Corrêa e Corrêa (2012).
Para
a construção do diagrama, como mostra a Figura 4, é necessário definir o
problema central a ser investigado, e depois adicionar nas ramificações os seis
M:
·
Máquina,
·
Material;
·
Mão
de obra;
·
Método;
·
Medida
e
·
Meio
ambiente.
Cada uma das ramificações representa um grupo de áreas a serem investigadas
para entender as causas de um problema e, dessa maneira, contribuir para a
elaboração de ideias para a sua resolução [16].
3.3.7
Plano de ação
O
plano de ação é uma ferramenta de fácil execução que tem como objetivo
principal a elaboração de um plano eficiente e simples, direcionado para a
solução dos problemas. Ele pode ser usado para solução de problemas ou
melhorias, e consiste em um questionário contendo sete perguntas relacionadas
ao processo produtivo, sendo o seu nome oriundo das primeiras de cada uma delas:
·
What? (O quê?);
·
Who? (Quem?);
·
Where? (Onde?);
·
When? (Quando?);
·
Why? (Por quê?);
·
How? (Como?) e
·
How
much?
(Quanto custa?).
É uma ferramenta extremamente
útil para as organizações, pois previne falhas por parte das ações a serem
realizadas e ajuda eliminar dúvidas quanto à execução das atividades [17].
4
Discussões
e Resultados
A
indústria de alumínio em questão apresentava problemas relacionados à qualidade
dos seus produtos. Os clientes da empresa detectaram que os produtos
apresentavam danos externos e internos, como: quebras, rugas (dobras do
alumínio ao longo da folha), machucados, telescopagem (espiras corridas na
lateral), furos, aderência, molhabilidade (óleo na bobina de alumínio), rebarbas,
variação de espessura, quebras na emenda, entre outros, conforme demonstrado na
Figura 5.
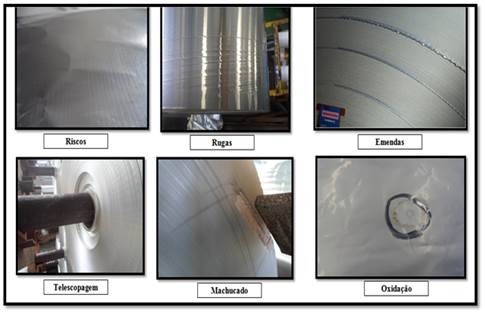
Figura 5: Não conformidades presente nos
produtos.
Fonte: Autora (2018).
Ao
serem recebidos pelos clientes, os produtos são inspecionados tanto
superficialmente como internamente. Quando evidenciada alguma não conformidade,
é gerado um registro de não conformidade (RNC), que é um documento virtual
fornecido pela empresa de alumínio no qual o cliente pode descrever o problema
encontrado, informar a quantidade de material que pode vir a ser devolvida, a
numeração do material e fotos para constatação e avaliação da não conformidade
pela equipe de qualidade.
Esses
RNC’s são monitorados todos os dias por meio de um portal online chamado
share point, pelo qual são gerados relatórios com os dados das
reclamações. Todas as reclamações e devoluções de produtos defeituosos são
registradas nesse portal, sendo o setor de qualidade responsável por realizar a
análise e tratamento dos problemas, preenchendo formulários que são
encaminhados para os clientes com as ações adotadas e o esclarecimento das
causas da não conformidade, em um prazo de até 10 dias úteis.
Após
perceber um aumento significativo do número de reclamações por partes dos
clientes, o setor de qualidade de clientes da empresa realizou um levantamento
dos formulários de RNCs que foram recebidos no ano de 2017 na linha de folhas,
e através da utilização de um gráfico foi possível observar o aumento no quantitativo
de RNCs recebidos por problemas efetivos de qualidade, principalmente por rugas no alumínio, como
pode ser visualizado na Figura 6.

Figura 6: RNCs por não conformidade em 2017.
Fonte: Autora (2018).
Dessa
maneira, após constatar que rugas era um dos principais causadores de
reclamações, o setor de qualidade decidiu restringir a análise apenas no
problema de rugas, com a aplicação de ferramentas da qualidade para estudar e tratar o
problema. Foram aplicadas as seguintes ferramentas: brainstorming, lista
de verificação, gráfico de pareto, 5 porquês, diagrama de causa e efeito e
plano de ação.
4.1
Aplicação
das ferramentas
4.1.1
Brainstorming
O
brainstorming foi realizado com representantes das áreas da qualidade, produção
e processos. Essas pessoas foram identificadas como relevantes para participar
da análise porque poderiam contribuir para o entendimento do problema, uma vez
que estavam envolvidas com o processo de alguma forma.
A
partir do brainstorming foram identificadas algumas causas prováveis
para o surgimento das rugas no produto, tais como: vibração nos cilindros das
máquinas que separam o alumínio, alta aderência, cilindros desnivelados, as
facas de corte cegas, alto teor de álcool, ovalização das bobinas e rasgos
contínuos no alumínio.
Após
o levantamento de dados e discussões das reclamações no brainstorming
foi iniciada a análise da não conformidade, com o intuito de investigar problemas
recorrentes nas máquinas e no material que poderiam estar causando as rugas.
4.1.2
Coleta
de dados
O
processo de coleta de dados para análise se iniciou na verificação de livros de
máquinas para saber se no dia e horário algum produto ou a própria máquina
havia apresentado problema, se algum inspetor de qualidade foi acionado, se foi
necessária análise de laboratório, entre outras informações que são de grande
importância para o gerenciamento das não conformidades.
Após
a coleta de dados, deu-se início à verificação das informações, sendo a
ferramenta adotada a lista de verificação, exibida na Figura 7. Utilizada com o
intuito de auxiliar no levantamento e registro de dados referentes às
reclamações, além de contribuir para a padronização e organização das
informações.

Figura 7: Lista de verificação de Folhas.
Fonte: Autora (2018)
Os
livros de registros de máquinas, laboratório, inspeção e manutenção foram
listados em itens para serem verificados na busca por constatação de alguma
ocorrência no determinado período estudado da reclamação de não conformidade,
com a finalidade de ter um acompanhamento dos dados que posteriormente serão
analisados.
Com
a utilização da lista de verificação foram levantados alguns pontos referentes
às reclamações por rugas, como período de produção, máquinas e tipo de material.
Foi possível constatar, como mostra a Figura 8, que o defeito foi identificado em
folhas de alumínio de 9 micras e 6,3 micras. Esse tipo de material é utilizado na
produção de embalagens para o ramo alimentício, e são chamadas de folhas finas.
Assim como foi identificado o tipo de material que apresentava o defeito, foi
possível identificar a máquina geradora do problema, sendo possível comprovar
que eram as máquinas que separam e cortam as folhas de alumínio, chamadas de
separadeiras.
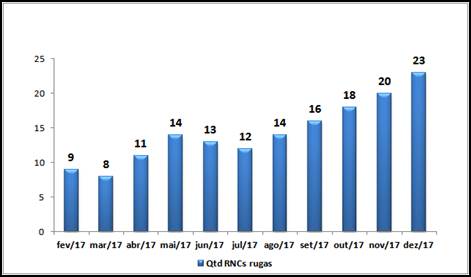
Figura 8: Histograma de rugas em folha 9 micras
e 6,3 micras no ano de 2017.
Fonte: Autora (2018).
4.1.3
Gráfico
de Pareto
Após
os dados das listas de verificações serem ordenados e estratificados, foi
aplicado o gráfico de pareto, onde esses dados foram utilizados para a
identificação dos principais motivos das rugas no alumínio. Dessa maneira, como
observado na Figura 9, foi possível ordenar as frequências das ocorrências em
ordem decrescente e dessa maneira priorizar a análise das causas.
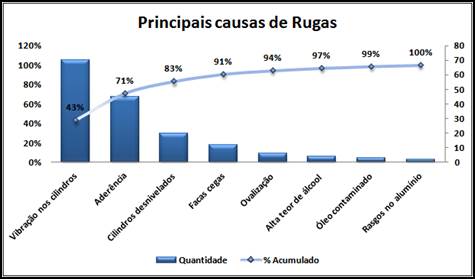
Figura 9: Gráfico de principais motivos de rugas.
Fonte: Autora (2018)
Após
a construção do gráfico de Pareto, foi possível constatar que a vibração nos
cilindros das máquinas de separação do alumínio em conjunto com a alta
aderência resultava no surgimento de rugas no material.
Após
a aplicação do gráfico de pareto, foram criadas outras planilhas de coleta de
dados, onde os dados foram estratificados por máquina e por turno, o que pode
ser visualizado na Figura 10, para entender se o surgimento das rugas estava
concentrado em algum dos turnos ou alguma máquina separadeira, já que a empresa
de alumínio possui cinco separadeiras contribuindo para o controle sobre o
quantitativo de ocorrências durante o ano e para a análise da não conformidade.
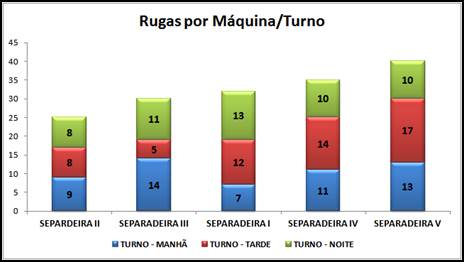
Figura 10: Estratificação de rugas por Máquina /Turno.
Fonte: Autora (2018)
Posteriormente
a estratificação das ocorrências de rugas por máquina e turno foi possível
constatar uma frequência maior de incidentes nas máquinas separadeira V e na
separadeira IV, respectivamente, nos turno da tarde. Com a utilização dessa
ferramenta, tornou-se mais fácil subdividir os dados e dessa maneira ter um
maior controle sobre a variação das ocorrências, além de facilitar a
identificação da localização dos problemas e na criação de padrões a serem
estudados.
4.1.4
Análise
de causas
Após o
entendimento do problema, o diagrama de causa e efeito e análise dos 5 Porquês, foram
incorporados a um formulário de Análise de causa raiz (ACR), que é utilizado
pela empresa para análise de rejeições e gatilhos internos decorrentes de
material não conforme, que contribui para a eliminação de reincidência de não conformidades e para facilitar a
investigação das causas.
Dessa
maneira, para cada RNCs foi atribuído um formulário de ACR contendo o diagrama
de causa e efeito e análise dos 5 Porquês, que será preenchido com base nos
dados coletados e utilizado para avaliar a relação da não conformidade
detectada e os fatores ou causas do processo que podem ser responsáveis pelo
evento, sendo possível visualizar na Figura 11.
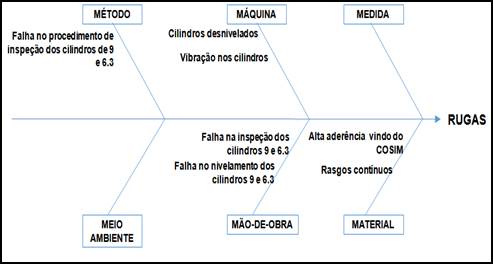
Figura 11: Diagrama de causa e efeito– Rugas
Fonte: Autora (2018)
Através
da utilização do diagrama de causa e efeito em conjunto com os 5 Porquês, as
equipes de qualidade, produção e processos constataram que a causa raiz dos
problemas da vibração nos cilindros era o seu desnivelamento, além do baixo
teor de óleo presente nas folhas de alumínio que resultava em uma maior
aderência das folhas e consequentemente uma maior dificuldade na separação. Dessa
maneira o conjunto desses dois fatores resultava no surgimento de rugas no
material.
4.1.5
Ações
corretivas
Após
a análise do diagrama de causa e efeito com a descoberta da causa raiz foi então
aplicada à ferramenta, plano de ação.
As
principais ações que foram elaboradas para a correção e a prevenção dos
problemas com a vibração dos cilindros e a alta aderências nas folhas de
alumínio foram:
·
Revisar
procedimento do nivelador de perfil de cilindros de folhas 9 micras e 6,3
micras;
·
Comprar
novo nivelador de perfil de cilindros de folhas 9 micras e 6,3 micras;
·
Revisão
do procedimento de teor de óleo do COSIM;
·
Criação
de um procedimento de teste de aderência para as separadeiras;
·
Criar
um novo procedimento de inspeção dos cilindros de 9 micras e 6,3 micras;
·
Manutenção
preventiva no controlador de destilação de óleo das separadeiras;
·
Procedimento
de inspeção de rugas nas separadeiras e laminadores.
As
ações que foram geradas após a análise do diagrama, foram arquivadas em uma
planilha de monitoramento chamada ações de qualidade. Após o arquivamento das
ações, é realizado um follow up semanal com os responsáveis até a
conclusão da ação. Após ela ser concluída, o responsável deve encaminhar para a
equipe qualidade de clientes a evidência da ação realizada, para ser arquivada
tanto fisicamente como eletronicamente.
Em virtude dos fatos estudados
com a utilização das ferramentas da qualidade, foi possível identificar, como
pode ser visualizada na Figura 12, uma redução de 56% no número de RNCs das
rugas nos produtos, recebidas pelo setor de qualidade no ano de 2018 em
comparação com o ano de 2017.
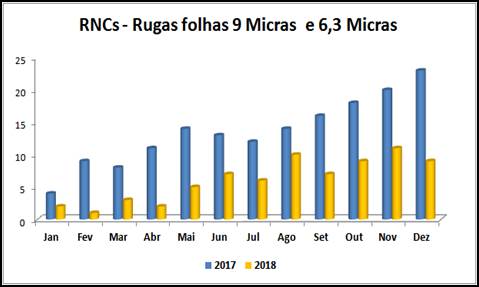
Figura 12: Comparação da Qtd
de RNCs de rugas de 2017 e 2018.
Fonte: Autora (2018)
5
Conclusão
Posteriormente
à aplicação das ferramentas da qualidade na análise das reclamações de não
conformidade da linha de folhas, foi possível constatar através dos dados
apresentados que a aplicação da metodologia adotada foi bem sucedida, visto que
o resultado final foi satisfatório e relevante. Dessa maneira, a metodologia
apresentada será aplicada nas análises das RNCs para correção de problemas
efetivos de qualidade da linha de chapas da empresa. Esse resultado ocorreu porque
as causas principais do surgimento das rugas foram identificadas e corrigidas,
como também foram implantadas ações com o intuito de evitar a reincidências dos
defeitos.
As
ferramentas utilizadas nesse trabalho foram de grande utilidade para o
aperfeiçoamento dos processos e produtos da empresa. São técnicas eficientes,
que possibilitaram bons resultados, permitindo a visualização, de forma clara,
que a gestão da qualidade em conjunto com a aplicação de ferramentas da
qualidade, pode contribuir de forma efetiva para a melhoria contínua de
produtos e processos.
Referências
[1] SANTOS, Patrícia Fonseca.
Estudo da Gestão da Qualidade total e sua influência na produtividade
industrial. 2017. 44 páginas. Trabalho de Conclusão de Curso (Especialização
em Engenharia de Produção) - Universidade Tecnológica Federal do Paraná. Ponta
Grossa, 2017.
[2] MAICZUK,
J.; JÚNIOR, P. P. A. Aplicação de Ferramentas de Melhoria de Qualidade e
Produtividade nos Processos Produtivos: Um Estudo de Caso. Qualit@s Revista
Eletrônica. Paraíba, v. 14, 2013.
[3] MONTGOMERY,
Douglas C. Introdução ao controle estatístico da qualidade. 4. ed. Rio de
Janeiro: LTC, 2009.
[4] ABAL,
Associação Brasileira do Alumínio. Disponível em:
<http://abal.org.br/estatisticas/nacionais/perfil-da-industria/>. Acesso
em: 28 de janeiro de 2019.
[5] ABAL,
Associação Brasileira do alumínio. Alumínio Brasileiro: Soluções para uma vida
sustentavel. São Paulo, 2017. p. 12.
[6]
PALADINI, E. P. Gestão da qualidade: teoria e casos. Rio de Janeiro: Elsevier,
2006. p. 7.
[7] MARIANI,
Celso Antonio. Método PDCA e Ferramentas da qualidade no gerenciamento de
processos industriais: Um estudo de Caso. RAI - Revista de Administração e
Inovação, São Paulo, v. 2, n. 2, 2005.
[8] VIEIRA,
Ariana Martins et al. Diretrizes para desenvolvimento coletivo de melhoria
contínua em arranjos produtivos locais. Gestão & Produção, v. 20, n. 2,
2013. p. 469-480.
[9]SGQ-
Sistema de gestão da qualidade. Biologística. Disponivel em: <https://blog.biologistica.com.br/sgq-sistema-da-gest%C3%A3o-da-qualidade-d0a0817f1ff5>.
Acesso em: 02 de julho de 2019
[10] 5
Técnicas para implantar um sistema de gestão da qualdiade. Pollon Consultoria. Disponível
em: < http://blog.pollonconsultoria.com.br/5-tecnicas-para-implantar-um-sistema-de-gestao-da-qualidade//>.
Acesso em: 09 de abril de 2019.
[11] MAICZUK,
Jonas; JÚNIOR, Pedro Paulo Andrade. Aplicação de ferramentas de melhoria de
qualidade e produtividade nos processos produtivos: um estudo de
caso. Qualitas Revista Eletrônica, v. 14, n. 1, 2013.
[12] CUSTODIO,
Marcos Franqui, Gestão da qualidade e produtividade. 1. ed. São Paulo: Editora:
Pearson Education do Brasil, 2015
[13] CARPINETTI,
L. C. R. Gestão da qualidade: Conceitos e Técnicas. 2 ed. São Paulo: Atlas,
2012.
[14] CAMPOS,
Amanda Layla Pinheiro. Utilização de ferramentas da qualidade para proposição
de melhorias no processo de uma aciaria de grande porte com vistas à redução de
ocorrências de clogging. 2016. 57 f. Monografia (Graduação em Engenharia de
Produção) - Instituto de Ciências Exatas e Aplicadas, Universidade Federal de
Ouro Preto, João Monlevade, 2016.
[15] CARVALHO,
M. M. et al. Gestão da qualidade: teoria e casos. 2 ed. Elsevier: ABEPRO, 2012.
[16] CORRÊA,
H. L.; CORRÊA, C. A. Administração de produção e operações: Manufatura e
serviços, uma abordagem estratégica. 3 ed. São Paula: Atlas, 2012.
[17] STRUETT,
M. A. M. Gestão da qualidade. Maringá: Cesumar, 2011.