1
Introdução
Diante de um mercado altamente
globalizado observa-se uma crescente concorrência entre as empresas e
corporações, sendo assim é de fundamental importância para essas organizações a
aplicação de ferramentas que visem aumentar a vantagem frente aos concorrentes.
Para atingir essa vantagem competitiva, o principal caminho é a eliminação de
desperdícios. Existem sete desperdícios clássicos que afetam o processo de
produção: espera, produtos defeituosos, transporte, movimentação, excesso de
estoque, excesso de produção e mau processamento [1]. A eliminação destes desperdícios
baseados em ferramentas e técnicas de redução de custos surgem como subsídios
fundamentais para a sobrevivências das empresas. Dentre essas ferramentas,
podemos destacar o Lean Manufacturing que é uma filosofia de gestão
baseada em práticas do Sistema Toyota de Produção (STP).
O Lean Manufacturing, cujo
objetivo visa à eliminação das perdas do processo produtivo, torna-se um
sistema de produção completo sendo referência, trazendo redução de custos,
maior produtividade e qualidade no processo, garantindo a sobrevivência das
empresas [2]. Tendo seu princípio na indústria
automobilística, atualmente essa filosofia é utilizada por várias empresas que
têm por objetivo a eliminação dos desperdícios e a redução dos custos de
produção. O intuito principal é produzir apenas o necessário, no momento
necessário e na quantidade requerida [1]. Este sistema também foi definido como "um sistema sócio-técnico,
cujo principal objetivo é eliminar o desperdício, reduzindo ou minimizando
fornecedores, clientes e a variabilidade interna" de uma organização [3].
Desta forma, discutir sobre a
implantação do Sistema Lean Manufacturing em um setor de usinagem em uma
indústria do setor metalmecânico em Igarassu-PE justifica-se por ser um
potencial instrumento de eliminação de desperdícios e aumento de produtividade,
elevando a empresa à maiores níveis de eficiência. Deste modo, para atingir o
objetivo proposto foi realizado uma pesquisa bibliográfica buscando a compreensão
e embasamento dos conceitos para a elaboração do estudo. Posteriormente, por
meio de pesquisa documental e de campo na empresa foi possível a coleta de
dados e realização do estudo de caso.
2
Fundamentação
Teórica
2.1
Sistema
Lean Manufacturing
O sistema Lean Manufacturing
teve sua origem no Japão, logo após a Segunda Guerra Mundial, quando o Japão se
deparou com enormes dificuldades que se projetaram nas indústrias
automobilísticas. Em 1990, o Sistema Toyota de Produção (STP) ficou conhecido
como Lean Manufacturing ou Produção Enxuta (PE). O termo Lean
Manufacturing popularizou-se com a publicação do livro “A máquina que mudou
o mundo” de Womack, Jones e Ross (2004). A Produção Enxuta foi considerada uma
alternativa ao modelo fordista [4]. A Toyota destacou-se mundialmente visto que produzia
automóveis com menos estoque, esforço humano, investimentos e defeitos e, além
disso, introduzia uma variedade maior de produtos [5].
Através disso, este sistema tem como
abordagem identificar e eliminar desperdícios (atividades que não agregam valor
ao produto) através de melhorias contínuas, otimizando os processos e produtos.
Os princípios da Produção Enxuta estão relacionados à geração de valor,
identificação de atividades sem valor agregado, identificação das etapas corretas para produção do
produto, criar fluxo contínuo, produzir na quantidade certa e a busca pela
melhoria contínua, buscando a remoção das perdas e desperdícios [6].
A implantação do Lean Manufacturing
em uma organização se resume em três etapas: I) Pré-implantação, que considera
o treinamento dos funcionários e o engajamento da empresa; II) Implantação, que
leva em conta a identificação dos desperdícios; III) Pós-implantação, para uma
avaliação e proposta de melhorias em forma contínua [5].
2.2
Os
7 Desperdícios no Sistema Lean Manufacturing
A Produção Enxuta visa aumentar a taxa
que agrega valor com a eliminação das perdas. Logo, para eliminar as perdas
faz-se necessária a identificação de acordo com os sete tipos de perda
instituídos pelo Sistema Toyota de Produção [6]. Os 7 desperdícios são classificados
em:
1.
Superprodução: Produzir mais ou mais rápido que o
necessário. A superprodução é caracterizada por se produzir mais do que se pode
vender resultando em um aumento no estoque de produtos acabados. A
superprodução é considerada um desperdício, uma vez que estoque em excesso
demanda custos de armazenagem e risco de depreciação do produto podendo se
tornar obsoletos até que possam ser vendidos.
2.
Transporte
excessivo: A
movimentação de materiais, ferramentas, pessoas, suprimentos documentos ou equipamentos
de forma a não agregar valor ao produto é considerada como movimentação
desnecessária. Quando qualquer recurso é movido ou transportado de um local
para outro sem necessidade, é criado o desperdício de transporte.
3.
Processamento
em si: Processo
realizado pelo homem ou máquina que não agrega valor. Este tipo de desperdício
não agrega valor ao produto e são constituídos de etapas adicionais que
incrementam o produto com valores que os clientes não necessitam. Também
pode-se considerar desperdícios de processamento a produção em excesso de
documentação.
4.
Espera: Ociosidade humana ou de equipamentos.
O desperdício referente ao tempo de espera que ocorre quando os recursos são
obrigados a esperar desnecessariamente em virtude de atrasos na chegada de
materiais ou disponibilidade de outros recursos, incluindo informações.
Significa dizer que os recursos humanos ou maquinários estão disponíveis, porém
não são utilizados.
5.
Estoques
desnecessários:
Estoque excessivo de produto final, insumos ou matérias-primas. A compra e
armazenamento excedentes de insumos, materiais ou outros recursos geram
estoques desnecessários. Também é considerado como estoque desnecessário, o
acúmulo de produtos semiacabados entre as etapas de um processo produtivo.
Excesso de estoque gera manutenção do inventário, manutenção do estoque e
desperdício de espaço operacional.
6.
Movimentação
desnecessária:
Movimentação desnecessária de trabalhadores. O desperdício no movimento
acontece quando ocorrem movimentos desnecessário do corpo ao executar uma
tarefa ou quando ocorre o deslocamento entre áreas distintas de uma empresa. Os
trabalhadores cometem este tipo de desperdício quando procuram por ferramentas
ou documentos ou quando seu local de trabalho está cheio ou desorganizado.
7.
Produtos
defeituosos:
Processamento na produção de produtos defeituosos e retrabalho em produtos
defeituosos. Produtos de má qualidade ou defeitos ocasionados por erros no
processamento resultam na insatisfação do cliente e danos à imagem da empresa
gerando desperdícios financeiros e de tempo ao repor um produto defeituoso.
2.3
Princípios
do Sistema Lean Manufacturing
Com o objetivo de eliminar
os desperdícios a fim de tornar a empresa mais flexível e capaz de responder as
necessidades dos clientes entregando produto ou serviço no menor tempo possível
com qualidade e baixo custo, a Produção Enxuta apoia-se em cinco princípios [7]:
• Valor: O que
o cliente define. A organização deve identificar e atender a necessidade do
cliente.
• Fluxo de valor:
Identificar o fluxo de valor de toda a cadeia produtiva afim de eliminar
atividades que não agregam valor ao produto.
• Fluxo Contínuo:
Criar fluxo contínuo de processo sem interrupções, desperdícios e estoques,
fazendo com que os processos fluam reduzindo o tempo de produção.
• Produção Puxada:
Permitir que o cliente puxe o valor, ou seja, introduzir um sistema de produção
puxado estabelecido pela necessidade do cliente.
• Perfeição: É
o aprimoramento contínuo. Ocorre a partir do momento em que a empresa
especifica o valor com exatidão, identifica o fluxo de valor, busca o fluxo
contínuo de seu processo e permite que o cliente puxe o valor.
2.4
Principais
Ferramentas do Lean Manufacturing
A metodologia Lean Manufacturing
carrega consigo uma vasta gama de ferramentas e técnicas que conduzem e
auxiliam na implantação do pensamento enxuto nas organizações. Este subcapítulo
tem o objetivo de fazer uma breve descrição destas técnicas, e algumas delas
serão utilizadas no estudo de caso.
a) Mapeamento de Fluxo de Valor (Value
Stream Map -VSM)
Entende-se por VSM, a estruturação dos
fluxos de materiais e informações ao longo de toda a cadeia de suprimentos
necessários para a entrega de um determinado produto ao cliente final. Essa
ferramenta oferece uma visão global de todas as etapas de produção de um
produto, desde o fornecedor até o cliente final, analisando todas as atividades
que agregam ou não valor para propor melhorias [8].
b) Lead Time
É tempo total de receber a informação
e/ou material até concluir a ordem do pedido, considerando que não há ação
feita antes do tempo [9] ou ainda
o tempo que decorre desde a criação da ordem pelo cliente até que o
produto/serviço seja efetivamente recebido por ele [10]. É, portanto, a medida de tempo
necessário para o produto percorrer todas as etapas descritas no Mapa de Fluxo de Valor (VSM).
c) Takt Time
O Takt Time corresponde ao
ritmo de produção necessário para atender à demanda, ou seja, o tempo de
produção que se tem disponível pelo número de unidades a serem produzidas em
função da demanda. O Takt Time é definido como “o resultado da divisão
do tempo diário de operação pelo número de peças requeridas por dia” [1].
d) Estudo de Tempos e Movimentos
(TCO)
O balanceamento da linha constitui do
processo no qual a carga de trabalho é dividida entre os operadores da linha de
produção de modo a atender o Takt time, assim cada operação do processo
produz de maneira sincronizada e na quantidade adequada mantendo um fluxo
contínuo em toda a linha [11].
e) Programa 5S
A metodologia 5S é uma das ferramentas
utilizadas para incutir a melhoria contínua de uma forma sequenciada e gradual
nas empresas [12]. Os 5S
consistem em uma metodologia que engloba cinco atividades, utilizadas para
construir um espaço de trabalho organizado e adequado segundo os princípios Lean
Manufacturing [13].
Este programa teve início no Japão, no
começo da década de 1950. Seus principais objetivos são: evitar desperdícios,
facilitar a execução das atividades e localização de recursos disponíveis. O
programa 5S se baseia em 5 fundamentos: Seiri (Senso de utilização), Seiton
(Senso de organização), Seiso (Senso de limpeza), Seiketsu (Senso de
padronização) e Shitsuke (Senso de disciplina).
f) Fluxo contínuo
É o processamento do produto movendo-o
para a etapa seguinte que agrega valor, evitando que o produto fique estagnado
no processo. A implementação do fluxo unitário de peças visa acabar com o
desperdício de espera entre os processos produtivos.
g) Padronização do trabalho
A padronização do trabalho significa
que todos os operadores devem fazer as tarefas da mesma forma, seguir a mesma
sequência de operações e utilizar as mesmas ferramentas para executar cada uma
das atividades [14].
3.
Estudo
de caso
3.1 Caracterização da empresa
A empresa utilizada como objeto de
estudo para este trabalho é uma indústria do ramo de metalmecânica localizada
na cidade de Igarassu – PE. Esta organização é uma multinacional renomada,
servindo de fornecedora para grandes montadoras do ramo automobilístico. O
setor em estudo é responsável por realizar a usinagem e a calibração das peças.
3.2
Desenvolvimento
do projeto
Nesta seção serão abordados os passos
metodológicos para a execução do projeto e consequentemente para a coleta dos
resultados atingidos. O estudo foi dividido em duas partes: coleta de dados e
aplicação das ferramentas do Lean Manufacturing.
3.2.1 Coleta de dados
Nesta etapa foi
realizada a pesquisa de campo, onde foi possível o diagnóstico da situação
atual, e a elaboração de análises que auxiliaram na identificação dos pontos de
melhorias do setor. Para implementar esta filosofia, o principal ponto
inicia-se na necessidade de compreender perfeitamente como efetivamente opera
todo o processo produtivo atualmente, pois só assim será possível propor
melhorias e alcançar bons resultados.
Em seguida, constatar o
que de fato os clientes consideram como Valor no produto, tentando ir ao seu
encontro. Por último, não ter medo de melhorar.
É neste sentido, que
surgem as metodologias Lean, como ferramentas na detecção e eliminação
de desperdícios [15].
Após o levantamento das informações
no processo, foi possível identificar os principais pontos de desperdícios no
setor em estudo. São eles:
Alto Lead Time
no setor: equipamentos
em áreas distantes umas das outras, o que aumentava o desperdício por
transporte;
Falta de cálculo do Takt
Time: indefinição
da necessidade real do cliente e excesso de estoque intermediário no processo;
Ausência do trabalho
padronizado: falta de
regra para a execução da atividade, resultando em excesso de movimentação e
alteração nos tempos de produção;
3.2.2 Aplicação de ferramentas Lean
Como foi dito na fundamentação teórica
deste artigo, o Lean Manufacturing dispõe de 7 ferramentas principais
para a sua implantação: Mapa de Fluxo de valor, Lead Time, Takt time,
Análise de tempos e movimentos, Programa 5S e Fluxo contínuo. No estudo de caso
deste trabalho serão abordadas 5 destas ferramentas, pois o Programa 5S e o
Fluxo contínuo já são utilizados pela empresa em questão.
Ø Mapa de Fluxo de Valor e Lead Time
Para o diagnóstico da situação atual
do setor foi elaborado um Mapa de Fluxo de Valor, Apêndice A. Neste mapeamento,
foi possível identificar o Lead Time do processo e todas as informações,
desde a chegada do pedido da peça até a peça ser entregue ao cliente. Através
dele foi possível identificar as perdas que estavam ocorrendo, bem como as
operações que não agregavam valor ao produto. O Mapa de fluxo de Valor trouxe
uma visão macro de toda a cadeia produtiva da peça.
Posteriormente, iniciou-se o estudo do
layout do setor. Através das observações foi possível identificar um
espaço com 233 m² de área ocupada, equipamentos em áreas distintas e um fluxo
cruzado dentro do processo, dificultando o gerenciamento e elevando o Lead
Time do produto. A Figura 1 mostra o fluxo cruzado do processo, onde a peça
inicia seu processamento na direção contrária à sua saída do setor.
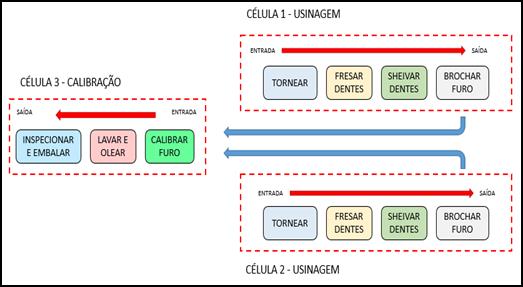
Figura 1: Fluxo do processo do setor em estudo.
Fonte:
Próprio autor (2020)
Ø Cálculo do Takt time
Para o cálculo do tempo Takt
foi necessário identificar a demanda diária do cliente e a disponibilidade de
tempo de produção do setor. A Equação (1) demonstra o cálculo do Takt time
para esta peça e a Tabela 1 contém as informações necessárias para a definição
do Takt Time.
 (1)
(1)
Tabela 1:
Cálculo
do Takt Time
|
Produção
diária
|
1.734
pçs/dia
|
|
Tempo
disponível diário
|
16,98 hr/dia
|
|
Takt Time
|
35 segundos
por peça
|
Fonte: Próprio
autor (2020)
Ø Análise de Tempos e Movimentos (TCO)
Para o estudo de movimentação dos
operadores do processo foi utilizado a ferramenta denominada Diagrama de
Espaguete. Também conhecido como diagrama de fluxo é elaborado com base no layout
do ambiente de trabalho e demonstra o caminho percorrido pelo produto ou
cliente na medida em que ele se movimenta dentro do fluxo de valor [16].
A partir desta ferramenta foram
identificados todos os tempos necessários para a execução de cada atividade no
processo. O resultado médio encontrado por pessoa foi de 2,5 quilômetros
percorridos durante o expediente de trabalho. Na análise de tempos foi
identificado o tempo de execução das atividades de usinagem e de calibração,
7,41 segundos e 15,61 segundos, respectivamente, como mostrado na Figura 2.
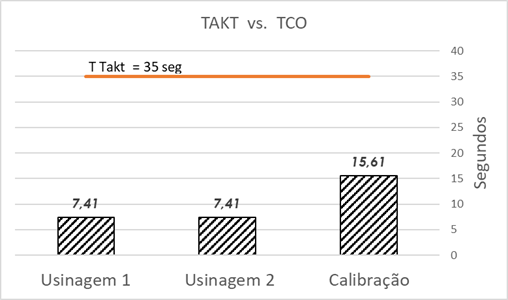
Figura 2: Gráfico comparativo entre o Takt e o TCO
Fonte: Próprio
autor (2020)
Ø
Trabalho
Padronizado
Através das análises e
observações realizadas foi elaborada a Folha de Trabalho Padronizado do setor, que
pode ser verificado no Apêndice B e Apêndice C. Essa ferramenta demonstra a
sistemática de operação do setor e suas particularidades para que o trabalho
seja executado de forma igual em todos os turnos de produção e por todos os
colaboradores. Nela é possível identificar todas as ações e os seus respectivos
tempos de execução, para padronizar as atividades, eliminando os desperdícios
com falta de qualidade do produto e perdas operacionais. A utilização desta
Folha de Trabalho Padronizado deve ser diária e a mesma deve ser atualizada
sempre que houver necessidade de implementação de uma nova atividade dentro do
setor.
3.3
Resultados
e discussão
Através da aplicação dos conceitos do Lean
Manufacturing buscou-se melhorar a produtividade, o fluxo de material e a ergonomia
da atividade. O objetivo principal era a redução dos desperdícios de
superprodução, espera, transporte, processamento e movimentação. Durante os
estudos constatou-se que havia uma falta de sequenciamento das atividades.
 Como se observa na
Figura 3, o setor era dividido em 3 células distantes entre si, gerando um excesso
de operações que não agregam valor ao produto, um excesso de esforço do
operador, uma baixa produtividade no setor, um alto Lead Time e a
criação de estoques intermediários.
Como se observa na
Figura 3, o setor era dividido em 3 células distantes entre si, gerando um excesso
de operações que não agregam valor ao produto, um excesso de esforço do
operador, uma baixa produtividade no setor, um alto Lead Time e a
criação de estoques intermediários.
Figura 3: Layout anterior.



Fonte:
Próprio autor (2020)
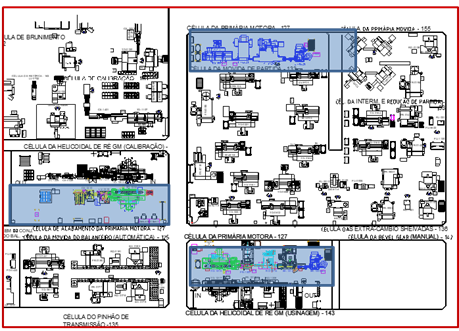
Através da reestruturação do layout
do setor reduziu-se os desperdícios de movimentação e tempo, reduzindo de
2,5 quilômetros para 0,8 quilômetro de deslocamento diário do operador e de 9
para 3 operadores necessários para a realização do processo.
A proposta foi unificar todos os
processos em uma única linha de produção, aproximando as células e diminuindo o
espaço, que inicialmente era de 233 m² de área. Após a alteração, a área utilizada
passou a ser de 179 m², conforme pode-se observar na Figura 4. Essa melhoria
resultou em uma redução de 54 m² da área utilizada pelo setor, o que gerou um
impacto positivo no Lead Time da peça, como é observado no Mapeamento de
Fluxo de Valor após as melhorias, Apêndice D.


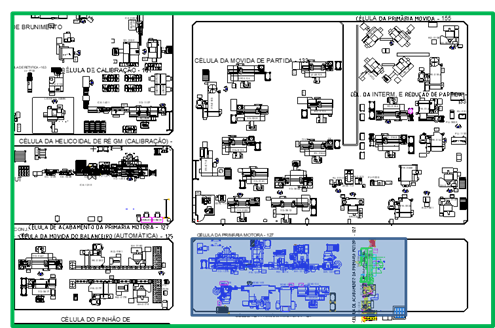
Figura 4: Layout proposto.
Fonte: Próprio
autor (2020)
Após a redução dos desperdícios foi
possível aumentar a produtividade (Peça/Homem/Hora) do setor em 57,2%.
Inicialmente, cada operador produzia 368 peças por hora. Após a implementação
das melhorias, a produtividade deste setor passou a ser de 578 peças por
operador por hora. A redução de operadores necessários gerou outro resultado
positivo, que foi a redistribuição de mão de obra para outros setores que estavam
com necessidade de contratação devido a aumento de demanda do cliente, o que
elevaria os custos dentro da empresa.
A partir da redução da área do setor
foi possível também reduzir o estoque de peças em processo em 58%, impedindo
assim a criação de estoques intermediários (WIP). Esses estoques intermediários
eram prejudicais pois geravam um custo de armazenamento de peças que não
estavam acabadas e apresentavam um risco de mistura de peças em processo com as
peças finalizadas dentro do setor.
A definição do Takt time
eliminou o desperdício de superprodução no setor, pois foi especificado a
quantidade de peças necessárias de acordo com a demanda do cliente. Assim, a
quantidade de peças produzidas passou a ser apenas a quantidade vendida para o
cliente, o que resultou em uma redução dos custos de fabricação dentro do
setor.
4.0
Conclusão
Para este projeto, a aplicação das ferramentas do Sistema Lean
Manufacturing possibilitou a redução dos desperdícios nas etapas estudadas
do processo de usinagem e calibração das peças do setor de uma empresa do ramo
de metalmecânica na cidade de Igarassu-PE. Os resultados apontam que a
padronização de atividades, as melhorias de layout e a eliminação de
atividades que não agregam valor ao produto, geraram um processo mais dinâmico
e balanceado.
As melhorias buscaram, acima de tudo, a utilização de todos os
recursos disponíveis na empresa e que não envolvessem grandes investimentos. Os
resultados atingidos mostram que o objetivo principal (redução de desperdícios)
foi alcançado, pois após a implementação deste trabalho foram obtidos ganhos de
23% de redução da área utilizada, 58% de redução no estoque intermediário e 57%
de aumento da produtividade do setor.
Sendo assim, os resultados demonstram que a implantação das
ferramentas do sistema Lean Manufacturing gera melhorias de resultados
operacionais e redução de custos de fabricação, fazendo com que a empresa se
mantenha competitiva dentro do concorrido mercado atual.
5.0
Referências
[1] OHNO, Taiichi. O Sistema Toyota de Produção, além
da produção em larga escala. Porto Alegre: Bookman, 1997.
[2] LOPES, Tayana Ortix; FROTA, Claudio Dantas.
Apilcação dos conceitos do Lean Manufacturing para melhoria do processo de
produção emu ma empresa de eletrodomésticos: Um estudo de caso. In: XXXV
Encontro nacional de engenharia de producao: Perspectivas Globais para a
Engenharia de Produção. Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
Disponível em: <https://www.
http://abepro.org.br/biblioteca/TN_STO_206_226_28060.pdf >. Acesso em: 12 ago. 2020.
[3] SHAH, R.; WARD, P. T. Defining and developing measures of Lean
Production. Journal of Operations Management, vol. 25, nº 4, 2007.
[4] WOMACK, J.P.; JONES, D.T.; ROOS, D. A Máquina que Mudou o Mundo. 5.
ed. Rio de Janeiro: Elsevier, 2004.
[5] BHAMU, J.; SINGH SANGWAN, K. Lean manufacturing: literature review
and research issues. International Journal of Operations & Production Management,
v. 34, n. 7, p. 876–940, 2014.
[6] HINES, P.; TAYLOR, D. Going Lean. A guide to implementation. Lean
Enterprise Research Center. Cardiff, UK, 2000.
[7] WOMACK, James, JONES, Daniel. A mentalidade
enxuta nas empresas: elimine o desperdício e crie riqueza. 11. reimpr. Rio de
Janeiro: Elsevier, 2004.
[8] ROTHER, Mike; SHOOK, John. Aprendendo a enxergar
– mapeando o fluxo de valor para agregar valor e eliminar o desperdício. São Paulo: Lean Institute Brasil, 2003.
[9] TUBINO, F; SURI, R. What kind of “numbers” can a company expect
after implementing Quick Response Manufacturing? Empirical data from several
projects on lead time reduction. Quick Response Manufacturing Conference
Proceedings, p. 943-972, 2000.
[10] GODINHO,
M.; HAYASHI, A. P. RUFO, C. R. Uso da abordagem Quick Response Manufacturing
para a redução do lead time em uma empresa do setor calçadista. XXXIII Encontro Nacional de Engenharia de Produção. Salvador/BA,
2013.
[11] TAPPING, D; LUYSTER, T.; SHUKER, T. Value Stream Management: eight
steps to planning, mapping, and sustaining lean improvements. New York:
Productivity Press, 2002.
[12] ABDULLAH, F. Lean Manufacturing Tools and Techniques in the Process
Industry with a focus on Steel. School of Engineering. University of
Pittsburgh, 2003.
[13] MELTON, T. The Benefits of Lean Manufacturing: What Lean Thinking
has to Offer the Process Industries. Chemical Engineering Research and Design ,
662-673, 2005.
[14] PINTO, J. P. Lean Thinking: Introdução ao pensamento magro. Comunidade
Lean Thinking, 2008.
[15] BASTOS,
Bernardo Campbell; CHAVES, Carlos. Aplicação de Lean Manufacturing em uma Linha
de Produção de uma Empresa do Setor Automotivo. In: Simpósio de Excelência em
Gestão e Tecnologia, IX SEGeT. Anais... Resende, 2012, p. 1-15. Disponível em:
<https://www.aedb.br/seget/arquivos/artigos12/42916442.pdf>. Acesso em:
31 ago. 2020.
[16] WALTER, Olga Maria Formigoni
Carvalho; TUBINO, Dálvio Ferrari. Mapeamento do fluxo de valor como proposta de
melhoria do processo produtivo de uma fábrica de reservatório. In: Congresso
Brasileiro de Engenharia de Produção, 1. 2011, Ponta Grossa. Disponível em:
<https://www.abepro.org.br/biblioteca/enegep2010_TN_STO_113_17330.pdf>.
Acesso em: 15 mai. 2021