1
Introdução
Segundo o
estudo feito pelo Fundo Mundial para a Natureza (WWF, apud Coelho, 2019),
o Brasil é o 4º país que mais produz lixo no mundo, ficando atrás somente dos
Estados Unidos, China e Índia, consecutivamente. O volume de lixo descartado no
Brasil anualmente é de 11.355.220 toneladas e apenas 1,28% é reciclado. Segundo
o Banco Mundial (BM, apud Coelho, 2019), pouco mais de 2,4 milhões de
toneladas são de materiais plásticos que são irregularmente descartados sem
tratamento e até mesmo em lixões a céu aberto [1].
No presente
trabalho será abordada a reciclagem como uma alternativa lucrativa para uma
indústria plástica do sul de Santa Catarina, bem como inúmeros benefícios que
este processo pode trazer ao meio ambiente como um todo. Pois a Empresa em
questão não possui nenhum histórico anterior de reutilização de rejeitos dentro
do próprio processo produtivo, sendo este o primeiro estudo voltado a atender
esta demanda específica. A literatura traz exemplos de estudos de caso, como
pode ser visto, por exemplo, em um estudo no qual a metodologia empregada
descreveu um caso de análise e solução de problema e utilizou as ferramentas do
Lean manufacturing para reduzir desperdícios [2]. Outros trabalhos também utilizaram
conceitos semelhantes, como por exemplo o estudo de caso em uma empresa de
injeção de plástico para componentes automotivos em Portugal [3], outro estudo realizado no Peru, onde
buscaram alternativas para a gestão eficiente dos resíduos gerados por empresa
de plástico [4]. Inclusive, é de suma importância o
conhecimento do ciclo de vida dos produtos plásticos de acordo com suas
diferentes categorias [5].
Buscando
aumentar a visibilidade da Empresa nesse cenário de envolvimento ambiental, bem
como proporcionar lucro para a mesma, e reduzir o volume de descarte, esse
trabalho teve como objetivo principal a não geração de rejeitos no processo
produtivo, reintegrando no próprio processo o rejeito gerado, por meio da
moagem e reformulação das misturas e por meio da implementação de um moinho,
garantindo um retorno de capital significativo, e ainda assim mantendo todas as
qualidades do produto final e visando reduzir também o acúmulo de descartes de
rejeitos ao meio ambiente.
Esta pesquisa
está ligada tanto ao desenvolvimento de novas rotas de processos, garantindo
uma maior rentabilidade a indústria, como também diminuindo o impacto deste
resíduo sólido no meio ambiente
2
Setor
da indústria plástica
Segundo Paoli
e Rabello (2013), o trabalho com materiais poliméricos não é uma tarefa fácil,
são inúmeras as variáveis envolvidas – natureza química, massa molar e sua
distribuição, arquitetura molecular, cristalinidade, morfologia, impurezas,
etc. São materiais que dependem da rota de síntese e das condições de
processamento [6].
Segundo dados
do Banco Mundial (BM, apud Coelho, 2019), no Brasil mais de 2,4 milhões
de toneladas de plástico são descartados irregularmente, sem nenhuma forma de
tratamento ou até mesmo de separação, muitas das vezes depositados em lixões a
céu aberto. Cerca de 7,7 milhões de toneladas de lixo são encaminhados a
aterros sanitários [1].
2.1 Indústrias plásticas brasileiras e o meio ambiente
Visando
reduzir um pouco a poluição, em 2004 o Conselho Nacional do Meio Ambiente
(CONAMA) proibiu a queima de pneus a céu aberto, devido a esta queima produzir
emissões tóxicas por terem a presença de substâncias como dioxinas e furanos
que contém cloro. A Resolução nº 258/1999 do CONAMA afirma que a partir de 2005
à cada quatro pneus novos o fabricante deve recolher cinco pneus inservíveis,
pois os mesmos ainda podem ser utilizados para outros fins como pó de borracha
para fabricar tapetes, solados de sapatos e até mesmo pavimentações de estradas [7].
Assim como a
queima da borracha, a do plástico também libera na atmosfera gases tóxicos como
alógenos e dióxido de nitrogênio e dióxido de enxofre que são extremamente
prejudiciais à saúde humana. O descarte incorreto deste material traz prejuízos
a qualidade do ar, do solo e também de sistemas de fornecimento de água,
podendo poluir aquíferos e reservatórios, provocando aumento de problemas
respiratórios, doenças cardíacas e danos ao sistema nervoso de pessoas expostas
[1].
Atualmente a
indústria de transformação do plástico brasileira é o quarto setor que mais
emprega no país, ficando atrás apenas das indústrias de confecção de vestuário
e acessórios e abate e fabricação de carnes, tendo cerca de 11.559 empresas
transformadoras de plásticos ativas, gerando em torno de 325 mil empregos,
principalmente no Sul e Sudeste do país. O dirigente do Simpesc explica que o
Estado é o único em que o nível de produção per capita é equivalente a países
desenvolvidos, servindo o Brasil todo e em alguns casos até exportando para
outros países. O mesmo afirma que a diferença do Estado é justamente pelo fato
de ter grandes empresas em diversas sub-regiões do Estado, onde cada uma tem
sua especialidade como exemplo o sul em descartáveis, o norte em produtos para
construção civil e peças técnicas e o oeste em embalagens [8].
2.2 Processo de injeção plástica
A moldagem por
injeção (injection molding) é a técnica mais importante para a transformação de
produtos plásticos nas mais variadas formas, com uma série de vantagens,
especialmente para produção de peças seriadas em grande quantidade. Uma máquina
injetora é composta por duas partes principais, a unidade de injeção, onde o
material é preparado (fundido e dosado) e injetado na velocidade e pressão
programadas para dentro do molde, e a unidade de fechamento que além de
comportar o molde onde é conformada a peça, deve movimentá-lo (abrir e fechar),
travar fechado para suportar a pressão interna gerada pela massa injetada sob
pressão, e quando aberta, deve realizar a extração da peça de seu interior [9].
2.3 Tipos de moinhos
A moagem é uma
operação unitária de redução de tamanho, em que o tamanho médio de materiais
sólidos é reduzido pela aplicação de forças de impacto, compressão e abrasão. No
processo de reciclagem mecânica de resíduos plásticos a etapa de moagem é de
extrema importância para que o material moído tenha dimensões uniformes,
garantindo-se assim que a fusão também ocorra uniformemente. A forma dos
grânulos pode ser cilíndrica (com 2,5 a 4 mm de diâmetro e de 3 a 5 mm de
comprimento), esférica e lentilhas (com 3 a 5 mm de diâmetro e de 1,5 a 3 mm de
altura). O tempo de moagem depende do tipo de material adicionado [10]. A granulometria final é determinada
pelo diâmetro dos furos da peneira e pelo comportamento mecânico dos materiais
nas condições impostas durante o processo [11].
A moagem pode
ser entendida como a fragmentação de uma estrutura sólida quando submetida a
forças mecânicas. Nesse contexto, necessita-se de energia para vencer as forças
de ligação interatômicas. As forças mecânicas são aplicadas nas partículas
através dos elementos do moinho ou do meio moedor, provocando a deformação das
partículas. As deformações provocam a geração de tensões internas, já que
deformações e tensões estão ligadas por leis mecânicas da matéria. As
deformações podem ser caracterizadas como elásticas, plásticas e viscosas, ou
compostas, para a maioria dos materiais. Por exemplo, em plásticos as
deformações são denominadas de visco-elásticas, e em aços, elástico-plásticas [12].
A moagem é o
último estágio do processo de fragmentação de partículas. Neste estágio as
partículas são reduzidas, pela combinação de impacto, compressão, abrasão ou
atrito, a um tamanho adequado à liberação do material para a próxima operação
unitária ou processo de transformação [13].
Todos os
moinhos contêm um rotor que gira a alta velocidade dentro de um invólucro
cilíndrico. Normalmente o eixo é horizontal. A alimentação entra na parte
superior da caixa, é cortada e cai através de uma abertura na parte inferior.
2.3.1 Moinho de martelos
Em um moinho
de martelos as partículas são quebradas por um número de martelos acoplado a um
disco rotativo do rotor. Uma partícula que entra na zona de moagem não pode
sair sem ser atingida pelos martelos. O martelo a fragmenta em partículas
menores, pressionando-a contra a placa localizada no interior do invólucro
estacionário para ainda quebrar-se em fragmentos menores. Esses, por sua vez,
são pulverizados pelos martelos e são dirigidos através de uma grelha ou malha
que cobre a abertura de descarga. A capacidade e consumo de energia de um
moinho de martelos pode variar bastante com a natureza da alimentação e não
pode ser calculado com confiança a partir de considerações teóricas, é
preferível obter estes valores a partir de informações publicadas, ou ainda
melhor a partir de testes em pequena ou grande escala no moinho com uma amostra
real de material a ser tratado [14]. A Figura 1 apresenta um esquema de um moinho de martelos [15].
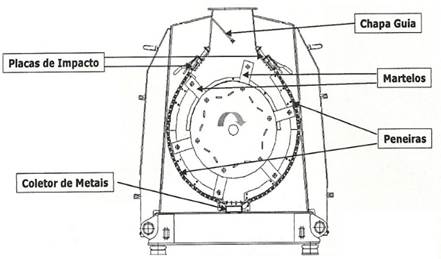
Figura 1: Representação esquemática de um moinho de martelos.
Fonte: Agroads
(2020)
2.3.2 Moinho de facas
Em alguns
casos de redução de tamanho a alimentação é demasiadamente difícil ou muito
elástica para ser fragmentada por compressão, impacto ou abrasão. Estes
requisitos podem ser satisfeitos com dispositivos que rasgam ou cortam os
materiais para formar um produto com as características desejadas. Os moinhos
que possuem lâminas de corte são chamados de moinhos de facas e são utilizados
numa grande variedade de processos, sendo particularmente adequado para os
problemas de redução de tamanho na indústria de borracha e plásticos [14].
Em um moinho
de facas, as partículas da alimentação entram na câmara superior onde são
cortadas várias centenas de vezes por minuto, e partem através de uma peneira
localizada na parte inferior com aberturas que geralmente variam de 5 a 8 mm.
Os moinhos de martelos e de facas possuem um princípio de funcionamento
similar, entretanto o moinho de martelos produz partículas finas, mais ou menos
irregulares, enquanto o moinho de facas pode gerar cubos, quadrados ou grânulos
finos. A Figura 2 apresenta um esquema de um moinho de facas [14].
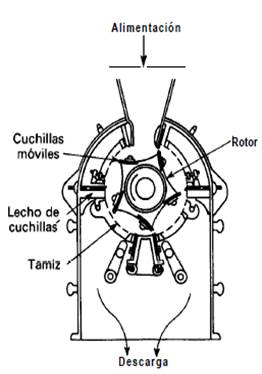
Figura 2: Representação esquemática de um moinho de facas
Fonte: McCABE et al., (1991)
2.4 Controle de qualidade
A ABNT
(Associação Brasileira de Normas Técnicas), por meio da NBR 14952, estabelece
diversas diretrizes para a fabricação de baldes plásticos para uso industrial,
produzidos pelo processo de moldagem por injeção. Para seguir a norma, os
testes necessitam ser precisos e constantes no processo produtivo, conforme os
seguintes testes:
·
Teste de
Empilhamento: os baldes devem ser enchidos com água, e colocado em uma
superfície plana, com empilhamento mínimo de 3 unidades, e permanecer assim sem
deformação;
·
Teste de queda: os
baldes precisam resistir a, no mínimo, 3 quedas de 1,2 m cada, sem rompimento [16].
A Empresa em
que foi feito o processo incorpora mais alguns testes, sendo eles:
·
Teste de aparência
visual: analisando falhas que podem comprometer a vedação ou aspecto do
produto;
·
Teste de gabarito:
onde os baldes e tampas são testados em um gabarito circular, com a certeza de
que se o produto encaixa no gabarito está seguindo um padrão de medida
constante;
·
Teste de espessura
das paredes: onde o produto é cortado e medido com paquímetro para verificar se
está dentro dos padrões máximo e mínimo estabelecidos pela Empresa;
·
Teste de
vazamento: onde o balde com água armazenada é vedado e, colocado
horizontalmente, é pressionado para verificar vazamentos pela tampa;
·
Teste de
flexibilidade: onde se pressiona as paredes do produto para analisar se está
flexível, pois quando muito rígido ele se rompe fácil ao ser utilizado;
·
Teste de
conferência de peso em balança: onde o peso interfere na espessura da parede do
material.
3 Procedimentos Experimentais
Nesta seção
serão apresentados os procedimentos experimentais realizados neste estudo.
3.1 Palma Sul Embalagens
A Empresa
Palma Sul Embalagens foi fundada em 2013, tem sede na Rodovia SC 443 no bairro
Monte Verde no município de Morro da Fumaça-SC, com a fabricação e venda de
baldes e tampas plásticas de uso industrial através do processo de injeção
plástica, a Empresa atende a todo o Brasil desde indústrias de tintas a
construção civil.
Desde 2015, a
Empresa focou sua produção em baldes pretos, utilizando assim polipropileno
reciclável em seu processo, fazendo com que não possa atender ao mercado
alimentício. Ela conta com a colaboração de, em média, 70 funcionários e alguns
terceiros para manutenções prediais e de equipamentos, e motoristas.
Este estudo
foi desenvolvido na Palma Sul Embalagens. Incialmente foi recolhido 50 kg de rejeito
do processo, pesado em uma balança Urano UR 10000 Light que comporta até 5.000
kg. O material pesado foi moído em um moinho de faca, em uma indústria parceira
da Empresa onde o estudo foi realizado. Após, o material moído retornou para a
Empresa em begue onde foi reutilizado no processo de injeção.
Em uma das
blendas (mistura de matérias-primas para compor o material ideal para a produção
dos baldes) foi incorporado o material moído (rejeito do processo). Esta blenda
foi feita através de dois silos, um silo com capacidade de 4.000 kg (silo 1) e
outro com capacidade de 1.250 kg (silo 2), no qual tinham polímeros distintos.
Ambos os silos tiveram o mesmo processo de alimentação, onde os begues foram
levados através de uma empilhadeira até uma rampa de abastecimento, que é
ligada a esses silos para que através da abertura inferior do begue o material
possa cair na esteira e ser direcionado ao silo.
Através do
sistema de caracol contido dentro do silo o material foi homogeneizado por
cerca de 20 a 30 minutos. No silo 1 foi adicionado 220 kg da matéria-prima A,
114 kg da matéria-prima B e incorporado com 50 kg de material moído. No silo 2
foi adicionado 112 kg da matéria-prima C e 1 kg da matéria-prima D para uma
produção em pequena escala para teste. Por tratar-se de uma blenda que é
composta por 4 matérias-primas diferentes, optou-se por homogeneizar os
compostos em dois silos diferentes, para obter uma melhor mistura final, na
qual a blenda final é composta por material oriundo dos dois silos.
Após as
misturas individuais em cada um dos silos, parte das blendas foram despejadas
em um carrinho de abastecimento que comporta 375 kg de material.
O carrinho foi
levado de forma manual até a parte de trás da máquina injetora onde ocorre o
consumo do material através de um alimentador elétrico que contém um motor
acima do funil, no qual aspirou a blenda através de vácuo, enchendo o funil da
injetora e o mantendo cheio durante todo o processo. Com o funil cheio foi
iniciado o processo de injeção, em uma injetora elétrica da marca ROMI, modelo 650.
O material foi
derretido a aproximadamente 214 ºC e então injetado na matriz onde estava o
molde do balde de 15 litros. Após foi feito o processo de resfriamento pela
própria máquina, utilizando para resfriar a matriz água a 8 ºC, antes de soltar
o balde para que o produto final pudesse ficar firme e não com aspecto
enrugado. O processo de fabricação do balde de 15 litros levou cerca de 30
segundos cada para ser fabricado.
Após o
resfriamento a máquina liberou o balde que caiu em uma rampa na parte inferior
da máquina, onde um operador já estava esperando para que pudesse revisar o
balde e retirar as rebarbas se assim fosse necessário.
Através de um
gabarito o operador colocou a alça específica para o balde e o produto foi
finalizado (Figura 3).

Figura 3: Gabarito.
Fonte: Do autor (2020)
A tampa PS 20
foi injetada a uma temperatura de 191 ºC, e então passou pelo mesmo processo de
resfriamento do balde e inspeção pelo operador da máquina. O tempo de
fabricação da tampa PS 20 levou cerca de 20 segundos cada. Após todo o processo
de fabricação os produtos passaram pelos testes de qualidade.
3.1 Testes para verificar a qualidade do produto
Após 2 h de
produção ininterruptas, foram pegas algumas peças aleatórias para os testes,
sendo que uma das peças foi confeccionada nos primeiros trinta minutos de
produção, a segunda peça selecionada para os testes foi confeccionada após
decorrido uma hora de produção, e a terceira e última peça nos minutos finais
de produção (próximo a duas horas), para comtemplar uma homogeneidade na
amostragem. Todos os testes foram feitos em triplicata.
O primeiro
teste a ser feito foi o teste de aparência visual, onde foi verificado se os
baldes e tampas não tinham rebarbas na parte superior e nos fundos, furos ou
sujeiras que podem danificar o produto e se o encaixe das alças foi feito
corretamente para que com o peso a alça não viesse a ceder.
O segundo
teste a ser feito foi o teste de flexibilidade/resistência, onde as peças foram
amassadas de forma a verificar se as mesmas retornariam ao seu estado original
sem defeitos, podendo atestar que o balde não racha.
O terceiro
foi o teste de peso, no qual os produtos foram pesados em uma balança Toledo
9094 Plus. O peso do balde de 15 litros deve ficar entre 458 g e 472 g. A tampa
PS 20 deve ficar entre 0,129 g e 0,143 g.
O quarto teste
foi o teste de gabarito, no qual as tampas e baldes devem encaixar em seu
tamanho específico para que seja considerado dentro do padrão. Este teste deve
ser feito no mínimo 2 h após o material ter saído da máquina, pois com o
material quente ele fica maleável podendo encaixar no gabarito na hora do teste
e diminuindo posteriormente seu tamanho.
O quinto teste
foi o teste de vedação, no qual encheu-se o balde de água e o mesmo foi fechado
com a tampa adequadamente, primeiramente encaixando a tampa com as mãos e após
batendo as superfícies com um martelo de borracha. Na sequência o balde foi
virado de lado para verificar se existia algum vazamento.
O sexto teste
foi o teste de queda, no qual o balde cheio de água e vedado foi pendurado pela
alça em uma corda, levantado a uma altura de 1,20 m e solto para verificar se
aguentaria a queda sem rachaduras. Neste teste o recomendado é que o balde
aguente até 3 quedas sem rachaduras. Os parâmetros deste teste foram
determinados pela própria Empresa onde foi desenvolvido o estudo.
O sétimo teste
a ser feito foi o teste de empilhamento, no qual 3 baldes cheios de água e
vedados, foram colocados em uma pilha um sobre o outro e deixados assim por 20
dias para verificar se os baldes não se deformariam com o peso.
Por último foi
feito o teste de espessura da parede, onde o balde foi cortado com um estilete
em quatro partes iguais partindo de um ponto fixo (a alça). Foram medidas com
um paquímetro todas as superfícies do balde para verificar se todas têm a mesma
espessura de parede.
Assim que
finalizados todos os testes com resultado positivo, o lote produzido foi
direcionado para os paletes a serem montados para envio aos clientes ou
encaminhados para o setor de decoração aonde serão rotulados.
Analisou-se os
resultados de forma a verificar se a reutilização do material moído no processo
de fabricação foi satisfatória, para então fazer a pesquisa para implementação
do moinho de facas dentro da própria indústria de plásticos, com base nas
quantidades de material a ser moído.
4 Resultados e Discussões
Ao executar
todos os testes mencionados anteriormente, teve-se um resultado satisfatório,
visto que os produtos finais ficaram todos dentro dos parâmetros de qualidade
estabelecidos.
Nas Figuras
4(a), 4(b) e 4(c), estão apresentados modelos de baldes e tampas exemplares,
aprovados no teste de aparência visual, já que não há nenhuma sujeira e nem
rebarbas, tanto no balde quanto na tampa, fazendo um encaixe perfeito para que
a vedação do produto final não seja prejudicada.
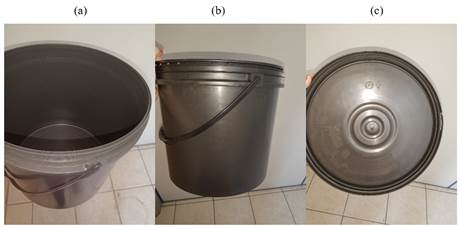
Figura
4: Teste de aparência visual.
Fonte: Do autor (2020).
Nas Figuras
5(a) e 5(b), pode-se verificar o controle de qualidade de flexibilidade, onde o
produto apesar de passar por uma tentativa de deformação voltou ao seu estado
normal no final, sendo então aprovado.
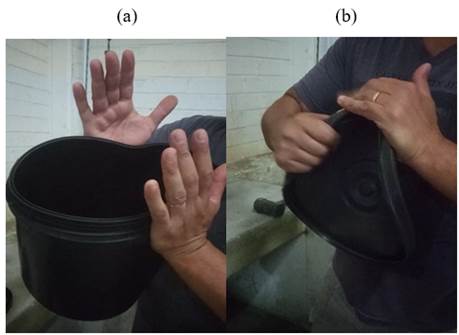
Figura
5:
Teste
de flexibilidade.
Fonte:
Do autor (2020).
No teste do
peso os produtos ficaram dentro do parâmetro desejado, os baldes pesando entre
458 g e 472 g e as tampas entre 0,129 g e 0,143 g. As variações de peso são
normais devido as oscilações que pode ter na aplicação do material da injetora
para o molde ou até mesmo na revisão e retiradas de rebarbas pelos operadores.
A Figura 6
apresenta o teste de gabarito, no qual os testes foram feitos após 2 h dos
produtos terem saído da máquina. Neste controle de qualidade houve o encaixe
dos baldes e tampas selecionados sendo então aprovados neste teste.

Figura 6: Teste de gabarito do balde.
Fonte: Do autor (2020).
No teste de
vazamento e queda não houve vazamento no balde e o conjunto de balde e tampa
vedados e cheio de água resistiu às 3 quedas do teste; comprovando que o
resultado foi satisfatório.
O teste de
empilhamento foi efetuado durante 20 dias conforme recomendado, os baldes não
entortaram, mostrando que o material injetado foi espalhado uniformemente para
que todas as paredes ficassem alinhadas com a mesma quantidade, não havendo
assim deformação no balde.
Após efetuados
todos os testes comprovou-se que o produto final foi aprovado, mostrando que o
reaproveitamento do material moído no processo foi eficiente. Realizou-se então
os cálculos de custo para implementar o moinho de facas dentro da indústria
para verificar a viabilidade financeira que esta implementação teria.
Primeiramente
realizou-se o cálculo de perda que a Empresa tem atualmente com as quebras e
borras do processo, por meio da Equação (1):
 (1)
(1)
Onde:
c = custo da
matéria-prima (R$/kg);
vvr = valor de
venda do rejeito (R$/kg);
pf = perda
financeira (R$/kg).
A diferença
entre o que a Empresa paga pela matéria-prima (R$3,31kg), descontando o valor
de venda para a reciclagem destas quebras (R$1,20/kg), gera uma perda
financeira para a Empresa de R$2,11/kg de matéria-prima, já que a reciclagem
paga muito menos do que é o custo real.
Para o cálculo
do total mensal de perda financeira com esta venda, pode-se utilizar a Equação (2):
 (2)
(2)
Onde:
pft = perda
financeira total (R$);
v = volume de
quebra gerada durante o mês (kg);
pf = perda
financeira (R$/kg).
Sendo que, a
quantidade de rejeito por mês é de 4.600 kg, e a perda financeira é de
R$2,11/kg, a perda financeira total por mês é de R$9.706,00. Por ano, isto dá
um desperdício de R$ 116.472,00.
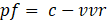
Foi orçado
então um moinho de facas da marca Kie 600 mm Motor 60 cv, para moer 200 kg/h de
quebra, no valor de R$ 24.990,00. As Figuras 7(a), 7(b) e 7(c) mostram o moinho
[17].
Figura 7: Moinho de facas.
Fonte: Mercado livre.
O custo para
operação do moinho de facas orçado com energia e mão de obra seria mais baixo
do que o valor perdido anualmente, visto que o custo com a energia seria mínimo
conforme cálculos abaixo e o custo de mão de obra estaria já disponível na
Empresa.
O cálculo do
custo total de energia pode ser calculado pela Equação (3):
 (3)
(3)
Onde:
cte = custo
total de energia por tempo (R$/h);
ch = consumo
de energia por tempo (kW/h);
ce = custo da
energia (R$/kW).
Sendo que o
consumo de energia é de 44,13 kW/h, e o custo da energia de R$0,16126/kW, o custo
total de energia é de R$7,12/h. Visto que o moinho selecionado tem capacidade
de moer 200 kg/h, então o custo de energia será de R$0,04/kg.
Desta maneira,
os custos a serem considerados para implementação do moinho na Empresa seria de
R$ 28.190,00, levando em consideração o valor do moinho (R$ 24.990,00), a
instalação elétrica do moinho (R$ 2.000,00) e o aluguel de um munk (R$
1.200,00)
O payback
deste investimento, para a Empresa, seria de 3 meses, e após este período estaria
gerando um retorno financeiro para a mesma. Isto prova a contribuição que a
presente pesquisa traz à sociedade como um todo, tanto do ponto de vista da
sustentabilidade, diminuindo a quantidade de resíduos para descarte, quanto
para a técnica em si, que confirmou ser viável a utilização do rejeito junto à
formulação da blenda já utilizada pela Empresa para confecção dos baldes.
5 Conclusões
Visto que o
objetivo principal deste trabalho era a não geração de rejeitos no processo
produtivo da Empresa, ao realizar todo o processo de testes e cálculos
apresentados, o objetivo principal foi alcançado com êxito.
Verificou-se
que implementar o moinho de facas na indústria de plásticos seria viável não
somente pelo fato de ser comprovada sua eficácia na questão financeira e de
qualidade da Empresa, mas também no quesito de preservação do meio ambiente. A
Empresa se tornaria mais sustentável, já que as matérias-primas utilizadas no
processo já são sustentáveis.
Adotar medidas
sustentáveis vai muito além da escolha de proteger o meio ambiente. A
sustentabilidade social pode ser um meio para a diminuição dos custos de
produção e do valor final dos produtos e, especialmente, para o fortalecimento
da marca de uma Empresa, aumentando assim sua visibilidade nesse cenário atual
de envolvimento ambiental.
Referências
[1] COELHO, T. Brasil é o 4º país
que mais produz lixo no mundo e recicla apenas 1%. G1, Natureza, 2019.
[2] SANTOS, B. S.; SANTOS, P. V. S.
Aplicação de ferramentas Lean em uma indústria de transformação de
plásticos. Revista Mundi Engenharia, Tecnologia e Gestão. V.5, nº 8, p. 304-01,
304-23, 2020. Disponível em: file:///C:/Users/satc.N-1-24-12--B/Downloads/1097-7079-1-PB%20(1).pdf>
Acesso em: 17 de dezembro de 2021.
[3] CARVALHAl, João Carlos Gonçalves.
Implementação de ferramentas lean manufacturing na indústria da injeção de
plástico. Dissertação de mestrado. Engenharia e Gestão Industrial. Universidade
do Minho – Portugal, 2018.
[4] GUTIÉRREZ, Jorge Nelson Malpartida.
Importancia del uso de las herramientas Lean Manufacturing en las operaciones
de la industria del plástico en Lima. Revista de Investigación Científica y
Tecnológica Llamkasun, v. 1, nº 2, p. 77–89, 2020.
[5] EVODE, Niyitanga; QAMAR, Sarmad Ahmad;
BILAL, Muhammad; BARCELÓ, Damià; IQBAL, Hafiz. Plastic waste and its management
strategies for environmental sustainability, Case Studies in Chemical and
Environmental Engineering, v. 4, 2021.
[6] PAOLI, M. A. de; RABELLO, M.
Aditivação de termoplásticos. São Paulo: Artliber Editora, 2013. p.3-5.
[7] CONAMA, Resolução CONAMA nº 258, de 26
de agosto de 1999. Disponível em: <
http://www2.mma.gov.br/port/conama/legiabre.cfm?codlegi=258>. Acesso em: 28
de março de 2020.
[8]
SIMPESC. Pólo
plásticos de Santa Catarina. Disponível em: <
http://www.simpesc.org.br/2014/05/polo-plastico-de-santa-catarina>. Acesso
em: 15 de março de 2020.
[9]
HARADA, Júlio; UEKI,
Marcelo M. Injeção de Termoplásticos: produtividade com qualidade. São Paulo:
Artliber Editora, 2012. p.17, 24, 25.
[10]
BROGNOLI, R.
Desenvolvimento na qualidade da reciclagem de plásticos. Esteio: Senai RS,
2006, 23p.
[11]
SANTOS, I. J.; DONDA,
J. D. Estudo da introdução de etapa de classificação na pré-moagem.
Correspondência interna Samarco Mineração, 2001.
[12]
WELLENKAMP, F. J.
Moagens fina e ultrafina de minerais industriais: uma revisão. Rio de Janeiro:
CETEM, 1999.
[13]
FIGUEIRA, H. V. O. et
al. Tratamento de Minérios. Rio de Janeiro: CETEM/MCT, 2004, p.113-182.
[14] MCCABE, W.L et al. Operaciones Unitárias em Ingenieria Quimica. New York: McGraw-Hill,
1991.
[15] AGROADS. Disponível em: <
https:www.agroads.com.br/moinho-de-martelos_58262.html>. Acesso em 02 de abril de 2020.
[16]
BNT. NBR 14952:
baldes plásticos para uso industrial – requisitos e métodos de ensaios.
Disponível em: <http//www.normas.com.br/visualizar/abnt-nbr-nm/22689/abnt-nbr14952-baldes-plasticos-injetados-para-uso-industrial-requisitos-e-metodos-de-ensaios>.
Acesso em: 15 de março de 2020.
[17]
MERCADO LIVRE.
Disponível em: < https://produto.mercadolivre.com.br/MLB-1088862598-moinho-paraplastico-kie-600mm-motor-30cv-_JM>.
Acesso em 13 de outubro de 2020.