1 INTRODUÇÃO
Segundo a SINDIGRAF [1], por ser uma área muito
diversificada, a indústria gráfica atinge todos os setores da economia, dentre
eles públicos financeiros, publicitários, editoriais, prestadores de serviços e
a indústria de manufatura como um todo. Para atender demandas tão
diferenciadas, existem diferentes processos de produção como também prestação
de serviços a campos específicos. Os principais produtos desta indústria são:
jornais, rótulos, revistas, formulários, livros, envelopes, mapas, calendários,
matérias de improvisação, entre outros, como embalagens flexíveis (flexografia).
A flexografia possui a facilidade de
imprimir em diversos tipos de substratos e em formatos variados, desde
etiquetas e sacolas plásticas até caixas de papelão ondulado, sendo seus
produtos divididos nas seguintes linhas: laminação, gelo, laminação externa,
pérola, econômica, sacola, cereal, entre outros [2].
Tintas flexográficas são basicamente
compostas por pigmentos, resinas e solventes, podendo incluir aditivos na
formulação de acordo com a necessidade ou alguma característica especial.
As matérias-primas utilizadas na
confecção dessas são geralmente os insumos mais caros das indústrias gráficas e
o conhecimento correto de controle e manipulação são essenciais para maximizar
benefícios proporcionados por cada fabricante, podendo assim utilizar resinas
de linhas mais baratas em linhas caras, mantendo as principais características.
No contexto industrial, um dos
principais fatores levados em consideração na ocasião da produção do produto,
além da qualidade, é o custo de produção que este terá para a empresa. Sendo as
resinas poliamida e maleica umas das mais caras na indústria devido as suas
propriedades de intensa resistividade requerida pelas linhas utilizadas, além
de um alto teor de brilho, com uma formulação adequada e ajustada, talvez
possam ser substituídas por resinas de qualidade inferior, porém de menor
custo.
Tendo em vista a possibilidade
supracitada, o presente artigo apresenta um estudo da possibilidade de
desenvolvimento de uma nova formulação que poderá acarretar na substituição de
resinas da linha gelo, sendo esta uma das áreas mais importantes na mesma
devido a sua aplicação. As formulações serão alteradas conforme necessidade da
linha, visando a alteração das resinas poliamídica e maleica pela resina
poliuretânica.
1
REVISÃO
BIBLIOGRÁFICA
Nesta
seção estão apresentados os principais conceitos envolvendo flexografia,
sistemas de impressão e formulações de tintas para tais sistemas, visando uma
melhor contextualização e posterior compreensão do presente estudo.
2.1 FLEXOGRAFIA
A flexografia é um método de impressão
rotativo, cuja mesma utiliza placas de relevo flexível de borracha ou foto
polímero. As placas são presas em rolo medidor, conhecido como tambor, que tem
efeito de células [3]. O anilox, por sua vez, é o rolo por onde a tinta
passa, os quais existem em diferentes tipos, sendo aqueles com linhaturas
maiores e com mais frestas os que carregam mais tinta comparativamente aos que
apresentam menor número de gravuras. Isto implica diretamente no uso da tinta,
pois ele distribuirá mais material na placa flexível de borracha, fazendo com que
haja mais gasto de tinta na impressão [4].
2.1.1 Sistema de Impressão
As
placas imprimem em praticamente qualquer substrato, absorvente ou não
absorvente. Para cada volta do cilindro de impressão, uma imagem é produzida [4].
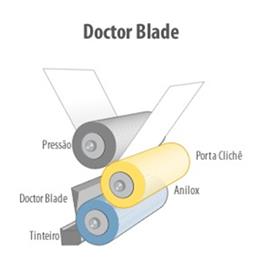
Conforme
a Foundation of Flexographic Technical Association, o coração do
processo da impressão flexográfica é o seu sistema de tinta simples de
impressão, tal como mostra a Figura 1, configurada como um sistema de tinta de
dois rolos com lâmina de raspagem, sendo o sistema Doctor Blade o mais
aplicado, o qual é constituído das seguintes partes [2]:
·
Clichê: Aplica a tinta;
·
Substrato: Tipo de filme a ser impresso;
·
Porta-Clichê: Dar suporte/movimentação ao clichê;
·
Cilindro Entintador (Anilox): Passar a tinta;
·
Cilindro de pressão: Aplicação de pressão no clichê;
·
Câmera Doctor Blade: Distribuição da Tinta.
Figura 1 - Processo
de impressão Doctor Blade simples.
Fonte: [4].
2.2 COMPOSIÇÃO DE TINTAS FLEXOGRÁFICAS
Tintas flexográficas são compostas basicamente por
pigmentos, resinas e solventes, podendo-se incluir aditivos em sua formulação,
estes incorporados à formulação conforme a necessidade, ou, com a
funcionalidade de conferir alguma característica especial a tinta como, por
exemplo, a utilização de ceras deslizantes em sua composição proporcionando
maior deslizamento, o que evita riscos no material impresso [2].
2.2.1 Resinas
As
resinas são polímeros de médio e alto peso molecular, geralmente apresentando estrutura
com considerável complexidade e amorfa, sendo sua composição inteiramente
orgânica. Apresentam como propriedade física material sólido ou líquido viscoso
e não volátil, sem ponto de fusão preciso, devido principalmente a sua
dificuldade de obtenção de uma estrutura química de alto grau de pureza, no
caso de resinas naturais, e da distribuição do peso molecular amplo, no caso de
resinas sintéticas [3].
As
resinas mais comumente utilizadas para tintas de impressão são:
nitrocelulósica, maleica, melamínica, fumárica, poliamídica, poliuretânica,
acrílica, cetônica, entre outras [5].
Segundo Scarpeta [2], a utilização destas proporciona ao sistema de tinta algumas
vantagens, como produto não migrante, reduzindo a possibilidade de contaminação
do produto embalado; colaboração com o aumento de sólidos do sistema,
incorporando mais o pigmento; aumento de brilho; aumento de adesão e
compatibilidade com os adesivos de laminação.
2.2.2 Resina Nitrocelulósica
Obtida
pela reação de celulose (algodão) e ácido nítrico em solução com ácido
sulfúrico. São utilizadas em tintas líquidas. A Figura 2 apresenta sua
estrutura [6].
Figura
2 - Estrutura da Nitrocelulose.
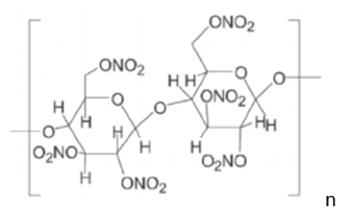
Fonte: [6].
Tem
como principais propriedades adesão, baixo custo, compatibilidade com outras resinas
e boa secagem [5]. Pode-se afirmar que dentre todos os componentes da formulação de
uma tinta de impressão, a resina de nitrocelulose se destaca quanto à
diversidade de aplicações. Devido à sua solubilidade em diversas classes de
solventes orgânicos e sua alta compatibilidade com outros tipos de resinas,
além de possuir baixo odor residual e baixa retenção de solvente [7].
2.2.3 Resina Maleica/Fumárica
A resina maleica é produzida pela reação do anidrido
maleico/fumárico com o breu, ou com ácido tereftálico e um poliol. A Figura 3
apresenta a estrutura do ácido Fumárico e do Ácido Maleico, seus precursores [8].
Figura
3 - Estrutura dos ácidos Fumárico e Maleico.
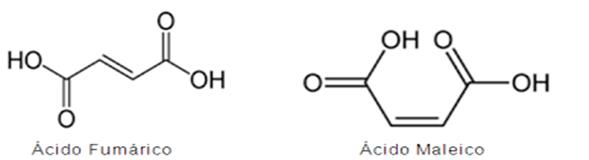
Fonte: [8].
É
utilizada com outras resinas, especialmente a nitrocelulose, na produção de
tintas líquidas. Suas propriedades são dureza, brilho e alta adesão, comumente
utilizada em tintas para sacolas, porém, em junção com a poliamida, utiliza-se
na linha gelo [5].
2.2.4 Resina Poliamídica
Segundo
Vicente [9], a poliamida é um polímero termoplástico, formado por monômeros
de amida conectados por ligações amida, formadas a partir da reação do ácido
carboxílico com amina, conforme a Figura 4.
Apresenta
tenacidade à umidade, resistência ao atrito, óleos, gasolina, cetonas, água,
entre outros, além de um bom comportamento em deslizes, ser opaca e não
apresentar risco à saúde.
Figura
4 - Estrutura da Poliamida.
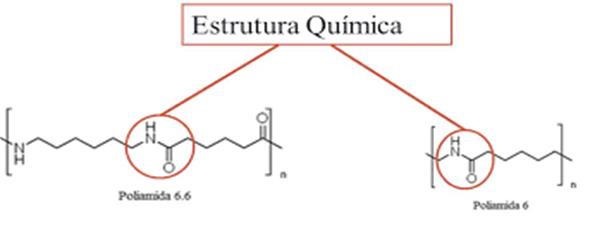
Fonte: [10].
2.2.5 Resina Poliuretânica
É
um produto resultante da reação de um grupo isocianato com uma hidroxila
(Figura 5) [10]. Estas são empregadas na composição da tinta atribuindo
propriedades de resistência química, adesão e resistência a temperaturas
elevadas. Além de possuírem característica mais viscosa que as outras resinas [5].
Figura
5 - Poliuretano Genérico.
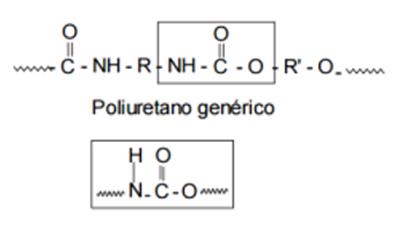
Fonte: [11].
2.2.6 Pigmentos
O
pigmento é um material sólido finamente dividido, insolúvel no meio, utilizado
para conferir cor (intensidade e tonalidade), opacidade, poder de cobertura, resistente
ao desbotamento quando exposto à luz, entre outros [5,12]. Podem ser naturais ou sintéticos e são classificados em
inorgânicos ou orgânicos. São encontrados em cores diversas (brancos, pretos,
coloridos e metálicos) [5].
Há
algumas diferenças na utilização de pigmentos inorgânicos e orgânicos, o quem
tem associação direta com as propriedades de cada tipo de pigmento, conforme
apresentado no Quadro 1 [5].
Quadro
1 - Características dos pigmentos inorgânicos e orgânicos.
|
INORGÂNICOS
|
ORGÂNICOS
|
|
Alto peso específico.
|
Baixo peso específico.
|
|
Opacos.
|
Transparentes.
|
|
Refletem a luz.
|
Permitem a passagem de luz.
|
|
Média intensidade.
|
Boa intensidade.
|
|
Boa solidez a luz
(ao desbotamento).
|
Solidez a luz variável
(ao desbotamento).
|
|
Baixa absorção de óleo.
|
Alta absorção de óleo.
|
Fonte: [5].
2.2.7 Solventes
São substâncias líquidas com características físicas e químicas
bem definidas que apresentam capacidade para diluir um sistema de resinas
escolhido, produzindo uma solução homogênea. Para a utilização do solvente
adequado, devem ser levados em consideração alguns parâmetros, tais como poder
de solvência, velocidade de evaporação, odor característico, custo e segurança [3,4].
2.3 PROCESSO DE FABRICAÇÃO DA TINTA
As
tintas são produzidas para um sistema de impressão rotográfica, flexográfica,
no qual a secagem ocorre por evaporação do solvente. Por serem sistemas de
impressão rotativo com alta velocidade, utilizam-se solventes voláteis [4].
De
acordo com Souza [5], o processo de fabricação das tintas segue o fluxo de produção
que está representado na Figura 6.
Figura
6 - Fluxo de produção de tintas.
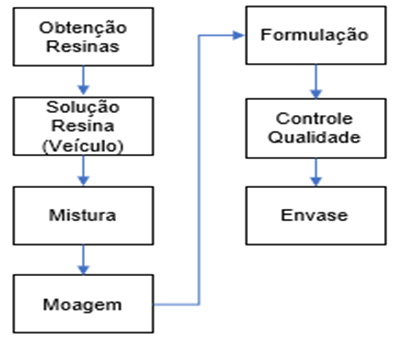
Fonte: [5].
2.4
PRINCIPAIS ANÁLISES REALIZADAS EM TINTAS FLEXOGRÁFICAS
Segundo
Scarpeta [2] e Rohden [13], algumas análises são essenciais no momento da produção de tintas
flexográficas, tais como: adesão, coeficiente de fricção (COF), brilho,
resistência aos produtos, tonalidade (avaliação de cor), viscosidade, teor de
sólidos, cobertura e secagem.
2.4.1
Adesão
Este
parâmetro é verificado em comparação com o padrão, realizando uma puxada. A
extensão consiste em colocar duas pequenas quantidades à serem comparadas lado
a lado sobre um suporte, fazendo-se a extensão (arraste) com auxílio de um
extensor. Após, aplica-se uma fita adesiva sobre a superfície e a mesma é
removida com rapidez. Se toda a tinta ou parte dela se descolar neste teste,
significa que há problema de adesão na tinta.
2.4.2
Coeficiente de Fricção (COF)
Propriedade
de deslizar que o filme de tinta deve possuir. Caso esta esteja ruim, o
material impresso pode enroscar na máquina de fechamento e no envasamento da
embalagem.
2.4.3
Brilho
Mesmo
com a existência de equipamentos que o medem (goniophotômetro), a avalição é feita
empiricamente e visual, realizando uma extensão e o colocando contra a luz.
2.4.4
Resistência aos produtos
Testes
importantes definidos pelo tipo de aplicação da tinta como, por exemplo,
resistir a gorduras, ácidos, álcalis, óleos, ceras, entre outros. Para esses
testes, normalmente existem metodologias específicas para realização, porém,
todos implicam em colocar o filme, cuja tinta foi aplicada, em contato com o
produto por um período, após este tempo, são efetuadas avaliações visuais.
2.4.5
Tonalidade
Para
avaliar a tonalidade é realizado comparativo com o padrão através de uma
puxada, com duas pequenas quantidades de tinta. Após esta é realizada uma
análise visual ou utilizado um espectrofotômetro.
2.4.6
Viscosidade
Determinada
através do tempo de escoamento da tinta, utilizando copos como Zahn 2, Ford 3,
Ford 4, Brookfield, entre outros.
2.4.7
Cobertura
Este
teste é realizado também de maneira visual, onde é realizada a puxada
comparativa entre padrão e amostra. Após esta, é colocado o filme a favor da
luz, vendo assim o poder de cobertura da tinta.
2.4.8
Secagem
Realizada
a extensão em uma placa de vidro; após a realização, com a ponta dos dedos,
toca-se este até que não ocorra mais a retirada de tinta pelo toque. O tempo é
medido através de um cronômetro acionando no momento da puxada e no momento
final, obtém-se o valor em segundos.
3 PROCEDIMENTOS
EXPERIMENTAIS
Nesta
seção serão apresentados os procedimentos experimentais que foram realizados
neste estudo.
3.1
PREPARAÇÃO DAS TINTAS
Foram
pesadas as três tintas cromias principais das linhas da flexografia, isto é,
amarelo, magenta e azul ftalo, alterando a resina maleica e poliamídica pela
poliuretânica, e realizadas as análises físico-químicas, conforme descrito na
sequência. Após estas, caso a tinta não atingisse as necessidades da linha,
eram adicionados aditivos em sua formulação para manter as características da
tinta desta linha, tais como resistência a gordura e umidade, abrasão, blocking,
entre outros. O teste de blocking é para medir se a tinta testada é
resistente ao descolamento. A Figura 7 apresenta um esquema das etapas
realizadas no procedimento experimental, para classificação das tintas
elaboradas.
Figura
7 - Fluxograma geral das etapas do procedimento experimental.
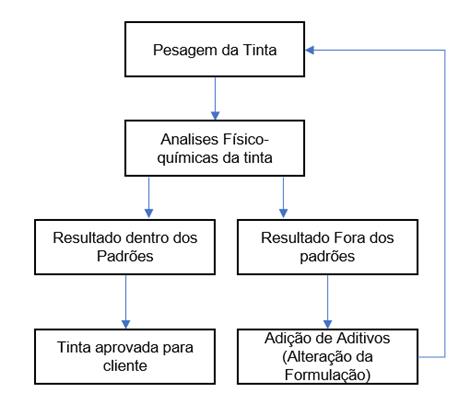
Fonte: Os Autores.
As
tintas flexográficas obtidas a partir dos concentrados foram caracterizadas de
acordo com os procedimentos descritos a seguir e atendendo as especificações
técnicas estabelecidas.
Todos
os substratos que foram utilizados para as aplicações das tintas possuíam
tratamento corona de 38 a 40 dinas, onde todas as aplicações foram realizadas
manualmente. Estes substratos foram adquiridos já prontos para serem
utilizados, fabricados pela Empresa GUARÁ Embalagens, situada na cidade de
Criciúma-SC.
3.2
ANÁLISES FÍSICO-QUÍMICAS
3.2.1
Secagem
O
tempo de secagem foi determinado utilizando a puxada com o extensor Bird 40 µm
do padrão e teste em uma placa de vidro com dimensões de 15cm x 30cm x 5cm e acionado
o cronômetro. Quando a tinta parou de transferir da placa de vidro para o dedo,
foi possível determinar o tempo de secagem da tinta.
3.2.2
Tempo de escoamento (viscosidade (s))
O
tempo de escoamento foi determinado utilizando-se um viscosímetro TKB Copo Zahn
2. O mesmo foi mergulhado na tinta, onde foi acionado o cronômetro no instante
em que o instrumento foi retirado por completo do produto, pausando-o a partir
do instante em que se observou o gotejamento da amostra.
3.2.3
Brilho (UB)
As
tintas foram aplicadas em um filme de polietileno pigmentado com o auxílio de
um extensor espiral de 10 µm. Após a cura da tinta, o brilho foi determinado
visualmente, observando a reflexão do substrato quando posto contra a
incidência de luz, e através do glósmiter (aparelho de medição de brilho).
3.2.4
Cobertura (%) e Tonalidade
Para
a leitura e análise dos parâmetros de cor, foi realizada uma extensão
comparativa do padrão e da amostra em papel leneta, com o auxílio do extensor
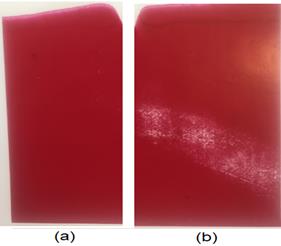
espiral de 10 µm. A Figura 8 representa a ilustração de um teste aprovado e
reprovado.
Figura
8 - Teste de Cobertura e Tonalidade, sendo (a)Aprovado e (b)Reprovado.
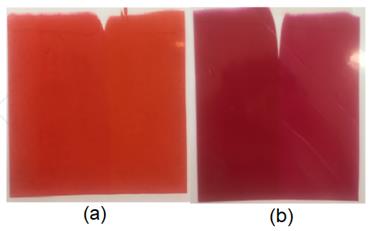
Fonte: Os Autores.
3.2.5
Adesão
Em
um substrato de polietileno pigmentado, foi realizada a extensão da amostra
utilizando o extensor espiral de 10 µm, colocando o filme em estufa da marca
NEVO e modelo NV 1.3, por 5 min a 60 ºC, a fim de acelerar a cura da tinta.
Após o tempo de cura, foi aderido um pedaço de fita filamentosa 3M Scotch 8809
sobre a aplicação da tinta, cuja mesma foi retirada rapidamente em movimento
contínuo. A análise foi feita com base no deslocamento da tinta da base do
substrato. Esta propriedade é qualitativa e comparada com uma tinta padrão. A
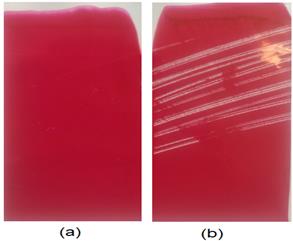
Figura 9 representa um teste aprovado e um reprovado.
Figura
9 - Teste de Adesão, sendo (a)Aprovado e (b)Reprovado.
Fonte: Os Autores.
3.2.6
Abrasão
Em
um substrato de polietileno pigmentado, foi realizada a extensão da amostra
utilizando o extensor espiral de 10 µm. O teste foi realizado manualmente
passando a unha rapidamente em movimento contínuo. Esta propriedade é
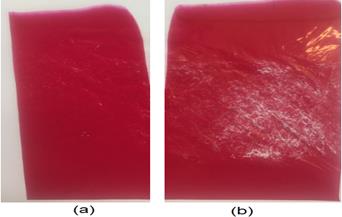
qualitativa e comparada com uma tinta padrão. A Figura 10 representa um teste
aprovado e um teste reprovado.
Figura
10 - Teste de Abrasão, sendo (a)Aprovado e (b)Reprovado.
Fonte: Os Autores.
3.2.7
Fricção
A
caracterização foi determinada de acordo com o grau de resistência da tinta a
partir da fricção do substrato. Utilizou-se o filme polietileno pigmentado para
a aferição, realizando a extensão da tinta com o extensor espiral de 10 µm. A
Figura 11 apresenta um teste aprovado e outro reprovado.
Figura
11 - Teste de Flexibilidade, sendo (a)Aprovado e (b)Reprovado.
Fonte: Os Autores.
3.2.8
Resistência à água/ao leite
Com
auxílio de um extensor espiral de 10 µm, aplicou-se as tintas em um filme de
polietileno pigmentado e outro transparente. Concluídas as extensões, os filmes
foram mergulhados em recipientes contendo água e leite, e na sequência foram
misturados por um período de 2 h a uma temperatura ambiente de 25 ºC. A análise
foi realizada friccionando as aplicações em água corrente, caracterizando-as de
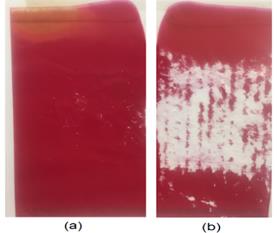
acordo com o deslocamento da tinta da base do substrato. A Figura 12 representa
a aprovação ou reprovação do teste.
Figura
12 - Teste de Resistência Água e leite, sendo (a)Aprovado e
(b)Reprovado.
Fonte: Os Autores.
3.2.9
Resistência ao blocking
Duas
aplicações foram realizadas com o extensor espiral de 10 µm em polietileno pigmentado
e unidas de modo que suas faces fiquem em contato. O conjunto foi colocado em
estufa de marca NEVO e modelo NV 1.3, a uma temperatura de 60 °C durante o
período de 2 h sob um lingote de aço de 1,5 kg de dimensões 15cm x 10cm x 1cm.
Ao término do tempo estipulado, observou-se a resistência das amostras ao
descolamento, qualificando-as em resistente ou não resistente. A Figura 13
representa um teste reprovado.
Figura
13 - Teste de Blocking Reprovado.
Fonte: Os Autores.
3.2.10
Coeficiente de Fricção ou atrito (COF)
Foram
realizadas duas extensões no substrato de polietileno pigmentado, um serviu
como base do equipamento DSM modelo COF-3 e o outro para o carrinho disposto no
mesmo. O carrinho desliza pela base, sendo computado pelo equipamento DSM
determinando o COF da tinta.
As
faixas para as propriedades de transparência, adesão, fricção, resistência à
água e resistência ao leite variam de 1 a 4, onde: 1 = bom; 2 = regular; 3 =
ruim e 4 = péssimo. As faixas de variação do COF, para linha gelo, variam de
0,20 a 0,30. A faixa de viscosidade padrão de tintas variam de 25” a 30”.
4
RESULTADOS E DISCUSSÕES
Os
resultados deste estudo são apresentados e discutidos nos itens subsequentes.
4.1
FORMULAÇÕES UTILIZADAS
A
Tabela 1 apresenta as tentativas de formulações até o encontro de uma condição
de equilíbrio e resistência do material nas análises físico-químicas.
Tabela
1: Formulações utilizadas para realizações dos testes. Onde: A –
Fórmula original; B – Primeiro teste com alteração de resina; C – Alteração da
solvência; D – Fórmula aprovada para os testes.
|
|
A
|
B
|
C
|
D
|
|
RESINA
|
30,0%
|
30,0%
|
15,0%
|
10,0%
|
|
PIGMENTO
|
40,0%
|
40,0%
|
40,0%
|
40,0%
|
|
SOLVENTE
|
27,0%
|
27,0%
|
42,0%
|
45,0%
|
|
ADITIVO
|
3,0%
|
3,0%
|
3,0%
|
5,0%
|
Fonte: Os Autores.
Conforme
a Tabela 1, a formulação que mais se apresentou apta para substituição das
resinas poliamídica e fumárica pela poliuretânica foi a formulação D, pois esta
demonstrou características e equilíbrio bem semelhantes a formulação A,
conforme demonstrado posteriormente pela Tabela 2.
A
formulação B foi reprovada pois, conforme observado nos resultados das análises
de viscosidade, a resina poliuretânica apresenta característica mais viscosa
que as demais resinas, portanto realizando apenas a alteração das resinas não
foi possível adequar a viscosidade do produto acabado conforme necessidade da
linha, assim foi reduzida a quantidade de resina e consequentemente ocorreu aumento
da solvência. Este procedimento foi realizado até atingir o equilíbrio adequado
para o mesmo.
Já
a formulação C foi reprovada, porque apesar de apresentar característica de
viscosidade apropriada para a linha, ao realizar os testes físico-químicos, em
especial o de abrasão e de resistência a umidade e gordura, a tinta produzida
conforme a formulação C apresentou-se ineficaz. A substituição da resina
poliamídica por poliuretânica foi o motivo principal dos resultados não
conformes de abrasão e resistência. Por este motivo, foi necessário adicionar
aditivos para melhorar estas características na tinta, resultando na formulação
D [7].
4.2
ANÁLISES FÍSICO-QUÍMICAS
Os
testes físico-químicos realizados na amostra D comparada com a amostra A, não
apresentaram diferenças significantes entre si, conforme apresentado na Tabela
2, permanecendo todas dentro dos parâmetros necessários para a aprovação da
tinta desta linha. Porém, conforme foram realizadas as formulações, notou-se
que há tendência do aumento da viscosidade com maiores quantidades de
poliuretano, pois a mesma apresenta uma porcentagem de teor de sólidos maior
que o das tintas de base poliamídica e fumárica, e, por isso, apesar da
diminuição do percentual de resina nas formulações, o teor de sólido
demonstrou-se estável. O resultado é explicado devido à disposição das cadeias
poliméricas das resinas utilizadas, polímeros de cadeias longas e cruzadas
apresentam viscosidade mais elevada [12].
A
Tabela 2 apresenta os resultados encontrados para os testes realizados em
laboratório para as três tintas cromias.
Tabela
2 - Resultados dos testes físico-químicos nas tintas de formulações A
e D.
|
ENSAIOS
|
AMARELO
|
VERMELHO
|
AZUL
|
ESPECIFICAÇÕES
|
|
A
|
D
|
A
|
D
|
A
|
D
|
MÍN
|
MÁX
|
|
VISCOSIDADE
|
30
|
25
|
26
|
25
|
26
|
25
|
20
|
30
|
|
BRILHO
|
0
|
1
|
0
|
1
|
0
|
1
|
0
|
2
|
|
COBERTURA
|
0
|
1
|
0
|
1
|
0
|
1
|
0
|
2
|
|
TONALIDADE
|
0
|
1
|
0
|
1
|
0
|
1
|
0
|
1
|
|
ADESÃO
|
1
|
1
|
1
|
1
|
1
|
1
|
1
|
2
|
|
FRICÇÃO
|
1
|
1
|
1
|
1
|
1
|
1
|
1
|
2
|
|
RESISTÊNCIA
ÁGUA E LEITE
|
1
|
1
|
2
|
1
|
1
|
1
|
1
|
2
|
|
COF
|
0,23
|
0,23
|
0,27
|
0,25
|
0,22
|
0,25
|
0,20
|
0,30
|
|
BLOCKING
|
2
|
1
|
2
|
1
|
2
|
1
|
1
|
2
|
|
SECAGEM
|
320
|
290
|
430
|
440
|
240
|
210
|
210
|
450
|
Fonte: Os Autores.
Correlacionando
os valores encontrados com as especificações mínima e máxima, os resultados
encontrados para todas as análises físico-químicas foram extremamente
satisfatórios e aprovados para utilização da resina poliuretânica para tintas
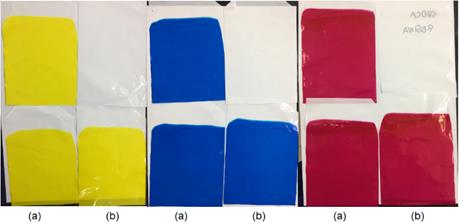
da linha gelo. A Figura 14 representa o teste de tonalidade e cobertura das
tintas cromias, comparando a formulação D (Teste) com a formulação A (Padrão).
Figura
14: Cobertura e Tonalidade, sendo (a)Padrão e (b)Teste.
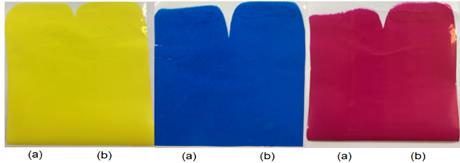
Fonte: Os Autores.
Vale
salientar que, entre as análises realizadas, este foi o que teve uma maior
variação entre padrão e teste, porém, como se pode notar pela Figura 14, esta
variação não é significante, pois segundo a Foundation of Flexographic
Technical Association, a tinta passa pelo sistema de rolos de impressão e a
aprovação da embalagem impressa é realizada através de fotos que são tiradas
pelo sistema de impressão, e percebe-se que a fotografia não demonstra a variação
encontrada em laboratório [2]. Os testes que são necessários a aplicação de tensão
mecânica, como é o caso da fricção e resistência a água e leite,
demonstraram-se positivos pois a resina poliuretânica, junto com a
nitrocelulose e os aditivos faz com que a tinta não fique com aspecto quebradiço
[13].
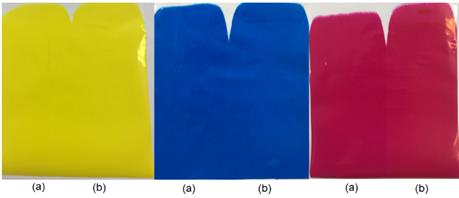
As Figuras 15 e 16 representam os testes de fricção e resistência a água e
leite.
Figura
15 - Teste de Flexibilidade, sendo (a)Padrão e (b)Teste.
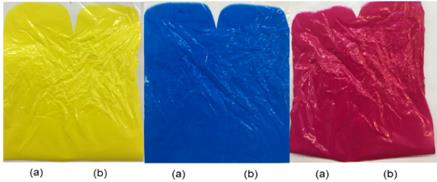
Fonte: Os Autores.
Figura
16 - Teste de Resistência a Água e Leite, sendo (a)Padrão e (b)Teste.
Fonte: Os Autores.
A
adição dos aditivos fez-se necessária pois a resina poliuretânica é comumente
utilizada na linha laminação, onde a resistência a abrasão não se faz
necessária, pois segundo o produto de embalagens plásticas, GUARÁ Embalagens,
nesta linha faz-se a aplicação de um filme laminado por cima da impressão,
fazendo com que a tinta não fique em contato externo. Porém a aplicação da
linha gelo são em embalagens com extrema resistência a esse teste, devido a
aplicação da resina fumárica e poliamídica que apresentam característica de
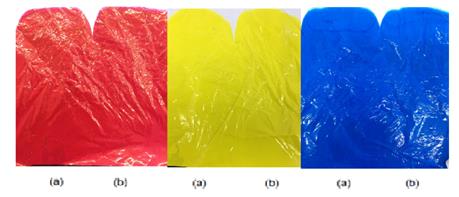
resistência. As Figuras 17 e 18, apresentam, de forma visual, os testes de
abrasão e adesão realizados na formulação padrão e com a alteração pela resina
poliuretânica.
Figura
17 - Teste de Abrasão, sendo (a)Padrão e (b)Teste.
Fonte: Os Autores.
Figura
18 - Teste de Adesão, sendo (a)Padrão e (b)Teste.
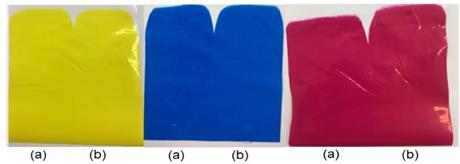
Fonte: Os Autores.
A resina
poliamídica, por não apresentar resistência a altas temperaturas, sua presença
na formulação de uma tinta pode acarretar em tack residual. Segundo
Souza [5], a resina poliuretânica apresenta característica de impressão com
ausência de tack residual, devido a sua alta caraterística de
resistência química e a altas temperaturas, ou seja, a alteração da poliamídica
pela poliuretânica faz com que o blocking não ocorra e seja até mais
eficiente, conforme demonstrado pela Figura 19 e Tabela 4.
Figura
19 - Teste de Blocking, sendo (a)Padrão e (b)Teste.
Fonte: Os Autores.
4.3
ANÁLISE DE CUSTO
A
Tabela 3 apresenta o custo de produção das tintas da formulação original (A)
comparada com a fórmula alterada (D) por quilograma de tinta formulada.
Tabela
3 - Custo de Produção Padrão x Teste (por kg de tinta)
|
FORMULAÇÕES
|
AMARELO
|
VERMELHO
|
AZUL
|
|
A
|
R$11,66
|
R$12,22
|
R$12,68
|
|
D
|
R$11,23
|
R$11,36
|
R$12,36
|
Fonte: Os Autores.
Percebe-se
que além das tintas apresentarem características semelhantes, até melhores que
a formulação padrão, o custo para produção da tinta gelo com a resina poliuretânica
é menor que a formulação com poliamídica e fumárica. Isso ocorre, pois, as
resinas poliuretânica e fumárica possuem características melhores de
resistência e brilho, para serem aplicadas na linha gelo [4].
O
custo de produção só não é maior, segundo Fazenda [12], porque
dentre os insumos da produção de tintas flexográficas, os aditivos são
classificados como o segundo insumo mais caro, perdendo apenas para
pigmentação. E para adequar a formulação para atender as necessidades da linha,
fez-se necessária a adição de aditivo na tinta. Apesar de ser apenas 2% a mais
do que a formulação original, este fez com que aumentasse um pouco mais o preço
de produção, porém mantendo-se abaixo da formulação padrão.
A
Tabela 4 demonstra uma simulação da economia que a indústria conseguiria em
diferentes produções, utilizando a formulação D (teste) ao invés da formulação
A (padrão).
Tabela
4: Demonstração prática da economia do custo de produção.
|
PRODUÇÃO
DE TINTAS (Kg)
|
ECONOMIA
(R$)
|
|
AMARELA
|
VERMELHA
|
AZUL
|
|
18
|
7,74
|
15,48
|
5,76
|
|
72
|
30,96
|
61,92
|
23,04
|
|
270
|
116,10
|
232,20
|
86,40
|
|
450
|
193,50
|
387,00
|
144,00
|
|
630
|
270,90
|
541,80
|
201,60
|
|
810
|
348,30
|
696,60
|
259,20
|
|
1000
|
430,00
|
860,00
|
320,00
|
Fonte: Autores (2020).
5 CONCLUSÕES
Com
as alterações necessárias na formulação da tinta, foi possível observar a
influência que cada componente oferece à composição da tinta e consequentemente
nas suas características físico-químicas. Com estas alterações foi possível obter uma formulação adequada para atender as
especificações estabelecidas para a continuação do projeto, além de uma
possível aprovação deste novo produto.
A
partir das análises dos resultados, foi possível identificar que a alteração
das resinas poliamídica e fumárica pela poliuretânica
mostrou-se eficiente, até melhor, para as resistências físico-químicas
necessárias para a linha, principalmente para a característica essencial
estabelecida pela linha gelo, a resistência a água e gordura. Contudo, para
esta melhoria, fez-se necessário o ajuste de proporção das matérias-primas e a
incorporação de mais aditivos em sua formulação.
Para
trabalhos futuros, vale ressaltar que a resina poliuretânica, com devidos
ajustes em sua formulação original e com adição de certos aditivos, mantendo
suas configurações de pigmentação, pode ser utilizada em outras linhas de
produção, como por exemplo a linha para embalagens de álcool, pois a mesma
utiliza das resinas fumárica e poliamídica como principal componente de
formulação. Além de uma possível realização de blenda de resinas, para não
haver necessidade do aumento de percentual de aditivos e diminuir ainda mais o
custo de produção.
Por
fim, conclui-se que a resina poliuretânica se mostrou extremamente eficiente
com grande potencial de otimização da tinta destinada a linha gelo, por meio da
substituição da resina poliamídica e fumárica nos concentrados formulados.
REFERÊNCIAS
[1] SINDIGRAF/RS.
Manual técnico ambiental da indústria gráfica: metodologia de prevenção a
poluição, identificação e redução de processos gráficos – offset, flexografia,
serigrafia, tipografia. Gráfica Trindade, 2006. 108 p.
[2] SCARPETA, Eudes. Flexografia:
Manual prático. 1º ed. Bloco Comunição Ltda, São Paulo 2007.
[3] IZDEBSKA, Joana. Flexographic
Printing. Printing on Polymers. Editor(s): Joanna Izdebska, Sabu Thomas,
Printing on Polymers, William Andrew Publishing,2016, p. 179-197, ISBN
9780323374682. Acesso em: 30 jun. 2021.
[4] ISLIP: Foundation of
Flexographic Technical Association. FLEXOGRAPHY: Principles & Practices.
5. ed., 1999. 940 p.
v.1.
[5] SOUZA, Élcio. Manual de Impressão
Flexográfica. Associação Brasileira de Tecnologia Gráfica, São Paulo, 2008.
https://www.docsity.com/pt/manual-de-impressao-flexografica/5013632/. Acesso
em: 24 mar. 2020.
[6] IHA, Koshun LTDA. Tempo de vida
útil de propelentes base-simples. São Paulo, 2007.
[7] QUIMICA, Nitro. Manual Técnico de
Nitrocelulose, 1ed. São Paulo, 54 p.
[8] PEREIRA, Fernanda de Melo.
Otimização da Metodologia de determinação voltamétrica dos isômeros do acido
butenodióico. 2009. 67 p. Dissertação (Magister Scientiae) Universidade
Federal de Viçosa, [S,I], 2009.
[9] VICENTE, José Aparecido. Materiais
plásticos de engenharia e suas aplicações. São Paulo, SP: [s.n], 2009.
[10] ODIAN, George. Principles
of polymerization. 4 ed. New York, 2004.
[11] KLOSS, Juliana Regina. Síntese e caracterização de
poliuretanos biodegradáveis à base de poli(ɛ-carprolactona). Curitiba, 2007. 203 f.
[12] FAZENDA, Jorge LTDA. Tintas e
Vernizes: ciência e tecnologia. Associação Brasileira dos Fabricantes de
tintas, 2 ed. São Paulo, 1995.
[13] ROHDEN, Andreson. Tintas Para
Impressão Flexográfica: Parte 1. [S. l.], 17 jun. 2011. Disponível em:
http://flexomagazine.blogspot.com/2011/06/tintas-para-impressao-flexografica.html.
Acesso em: 08 mar. 2020.
[14] BARRA, Guilherme. Apostila de
Processos 4: Parte 1: Fundamentos de Reologia de Materiais Poliméricos.
Florianópolis. 68 p, 2008.