1
Introdução
As ferramentas da qualidade podem ser utilizadas para
identificar defeitos e não conformidades geradas durante o processo produtivo e
investigar suas possíveis causas, com a finalidade de estudar alternativas para
eliminá-las ou amenizá-las [1].
De acordo com a Associação Brasileira da Indústria de
Panificação (ABIP), em 2018 o Brasil apresentou cerca de 70520 padarias. As
padarias são caracterizadas na maioria das vezes, como pequenas empresas que
trabalham em sua pluralidade com vendas de pães e produto de confeitaria [2]. Com as exigências do
mercado crescendo cada vez mais, a empresa que deseja obter bons resultados
deve sempre buscar e considerar aspectos básicos que garantam a sobrevivência
da organização no mercado atual, os principais são: competitividade da empresa
e qualidade dos produtos, sendo nesse caso as ferramentas da qualidade a
escolha para promover a melhoria de tais resultados [3].
A panificadora abordada nesse trabalho existe há 25 anos e possui 20
funcionários em revezamento nos turnos da manhã e tarde. Ela fabrica uma grande
variedade de pães, bolos e salgados. A qualidade dos seus produtos tornou-se
algo indispensável e a empresa está constantemente inovando para manter-se no
mercado com estabilidade, investindo ainda mais em capacitação dos seus
funcionários, disponibilizando diversos treinamentos, melhorando os seus
processos e promovendo novas tecnologias para o setor [4].
Com isso, foi possível retratar a importância da aplicação
das ferramentas da qualidade para a melhoria dos resultados das organizações,
por meio da aplicação de algumas delas no processo de fabricação de pães.
2 Metodologia
Apesar de um alto mix de produtos, a intervenção apresentada nesse
trabalho foi aplicada no item do pão francês, produto mais vendido e
carro-chefe da empresa, cuja quantidade produzida é, em média, de 1.915
unidades por dia.
As ferramentas da qualidade foram usadas desde a escolha, identificação e
caracterização do problema e, também, na sua solução. Por meio da coleta de
dados, foi possível a identificação de possíveis causas para as não
conformidades, possibilitando a obtenção de melhorias.
As
informações foram reunidas por meio de folha de verificação devido ao alto
índice de reclamações dos clientes de pães fora do padrão, com isso foram
analisadas algumas amostras de pão francês, para a identificação de não
conformidades que apresentaram maior frequência, tais como: pão tostado, pão
deformado, pão com baixa quantidade de fermento e pão dormido.
As
amostras foram analisadas na panificadora no período de 07/01/2019 a
19/01/2019, de segunda à sábado. Por meio das informações encontradas, foi
viável a execução das ferramentas da qualidade citadas anteriormente e a
identificação de possíveis causas das não conformidades. Através dos resultados
será possível indicar melhorias para a fabricação.
3
Revisão
de Literatura
2.1
3.1
Ferramentas da Qualidade
As ferramentas da qualidade disponibilizam um apoio indispensável à
revisão e melhoria dos processos. Dispõe de dados essenciais cada ferramenta
que em grupo complementam a metodologia [5].
São utilizadas para medir, determinar,
verificar e indicar meios para solucionar desvios que afetam o desenvolvimento
dos processos de produção. Proporcionam um maior controle dos processos ou
melhorias na tomada de decisões [6].
O uso das ferramentas é de extrema
importância para os sistemas de gestão, formando um grupo de ferramentas para
aplicação na melhoria de produtos, serviços e processos. A seguir, as ferramentas aplicadas neste trabalho acadêmico:
3.1.1
Fluxograma
É uma ferramenta de fácil aplicação, que proporciona
excelentes vantagens, associadas ao reconhecimento de falhas no fluxo do
processo e identificação de momentos ociosos [7].
Para conquistar uma interpretação exata da produção é preciso
realizar anotação de todas as etapas do processo. A confirmação do fluxograma é
realizada através de símbolos uniformizados em sua maior parte, que ajudam a
verificação do fluxo do processo da panificadora [8].
3.1.2
Folha
de Verificação
A folha de verificação é
uma ferramenta aplicada com propósito de demonstrar as informações por um meio compreensível
e preciso, além de diminuir falhas e complicações no momento da extração dos
dados e assegurar que estas informações sejam confiáveis [9].
Os principais fundamentos
para a aplicação da folha de verificação são a sistematização imparcial das
informações de quem efetua as coletas, a arrumação das informações do decorrer
da análise, evitando a obrigação de organizar posteriormente e a simplificação da
pesquisa de informações [10].
3.1.3
Diagrama
de Pareto
O
Diagrama de Pareto é composto por um gráfico de barras onde elas são
classificadas com base na mais alta até a mais baixa ocorrência e é marcada uma
curva que demonstra os percentuais reunidos de cada barra [11].
É uma
forte ferramenta para ajudar no entendimento e priorização da abordagem dos
problemas, com as principais causas visualizadas do lado esquerdo do diagrama,
e as causas menores apresentadas em ordem decrescente, ao lado direito [12].
3.1.4
Diagrama
de causa e efeito
O Diagrama de causa e efeito é formado
por um conjunto de pessoas focadas a pesquisar e reconhecer as fundamentais
causas produzidas de um problema encontrado [13].
Esta ferramenta
tem como propósito encontrar as supostas razões das não conformidades,
proporcionando seu embate e, portanto, melhoria da qualidade dos processos. Na
atualidade o diagrama não é somente aplicado para resolver as características
da qualidade do produto, como também em outros campos [14].
3.1.5
5W2H
Esta ferramenta é representada por
sete perguntas específicas, que são:
·
What? (O que?)
·
Who? (Quem?)
·
Where? (Onde?)
·
When?
(Quando)
·
Why?(Por quê?)
·
How? (Como?)
·
How
much?
(Quanto Custa?)
Esta ferramenta é um plano de ação para práticas pré-estabelecidas
que precisem ser desenvolvidas com a maior clareza possível, além de funcionar
como um mapeamento dessas atividades [15].
É bastante aplicada em diversos segmentos, devido ao seu entendimento
e facilidade de aplicação [16].
3.2
Setor
de panificação
Por causa
do constante desenvolvimento do setor de panificação, os empreendedores
perceberam a necessidade de comercializar além de pão, produtos diversificados [17].
O setor de panificadoras e confeitarias movimenta R$ 92 bilhões de
faturamento, cerca de 70% foi resultado de produção própria Com o seu
desenvolvimento, tornou-se a segunda maior rede de distribuição de alimentos,
só ficando atrás dos supermercados [18].
Segundo a Associação Brasileira da Indústria da Panificação e Confeitaria
(ABIP), em 2018 o setor acarretou mais de 2 milhões de funções de trabalho,
referindo-se a 890 mil empregos diretos e 1,2 milhões indiretos.
Devido a
todo esse desenvolvimento, o setor necessita de muitas melhorias, sendo ainda
possível localizar muitos desvios que impactam na qualidade do pão, que resulta
principalmente nas imperfeições no processo produtivo e da maneira como são
manipulados os equipamentos [19].
4
Implantação e resultados
Com a
construção do fluxograma apresentado na Figura 1 foi possível analisar o fluxo
da produção. Compreender o processo é um passo necessário para adequá-lo.
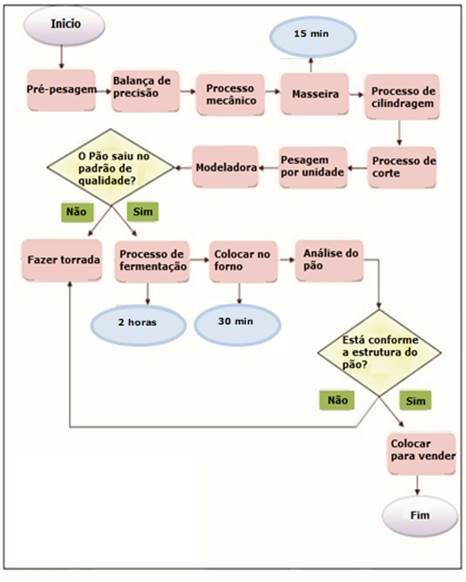
Figura
1: Fluxograma
Fonte:
Autor (2019)
O
mapeamento mostrado é referente ao fluxograma com as suas devidas correções,
visando evitar desperdícios e gastos com os pães defeituosos, o meio encontrado
por intermédio desta ferramenta foi utilizar os pães com variação de formato
para produção de torradas.
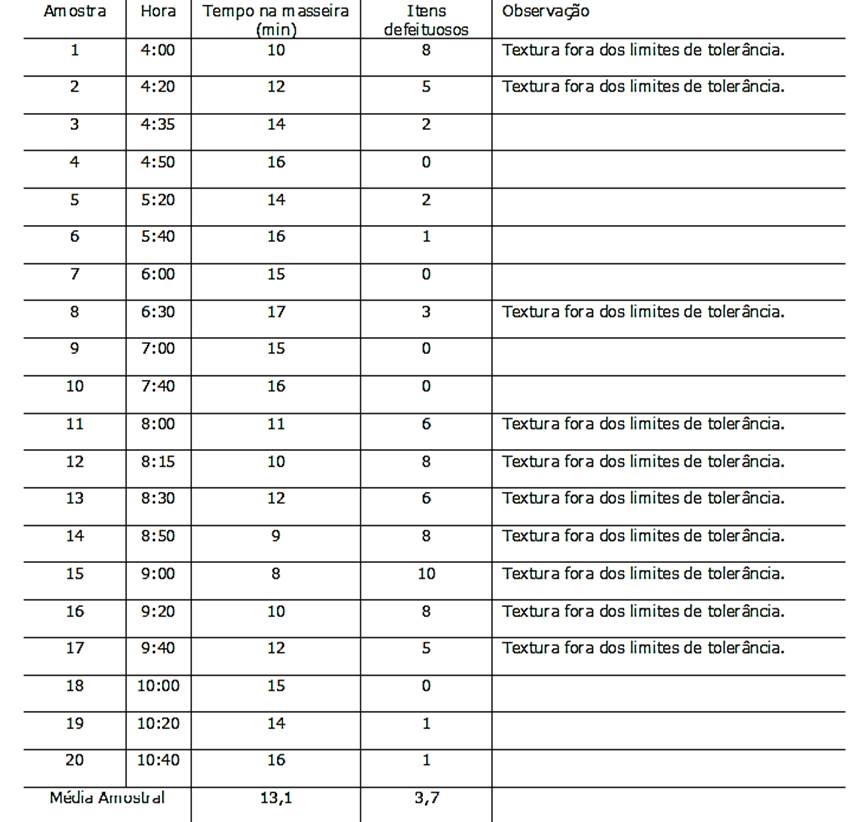
Para localizar as
possíveis causas dos problemas, foi aplicada a folha de verificação com a
finalidade de relatar o tempo estimado das amostras na masseira. Este fator é
determinante para textura da massa e consequentemente a quantidade de pães
defeituosos.
Observou-se que a folha de verificação foi de extrema
relevância para a obtenção de dados a serem organizados de forma estruturada.
Além de auxiliar como base para aplicabilidade de outras ferramentas, onde obteve os resultados indicados na Tabela 1.
Tabela
1: Folha
de Verificação do tempo na masseira
Fonte:
Autor (2019)
Verificou-se que o tempo na masseira foi relevante para a produção da massa, por
meio da folha de verificação foi possível observar que quanto menor o tempo na
masseira maior o índice de pães defeituosos, visto que a massa tem que adquirir
consistência firme e de bom preparo, pois quanto mais próximo do tempo padrão
de 15 min mais consistente será a massa. Isso significa que, para tempos curtos
ou prolongados na masseira, há uma maior chance de pães apresentarem textura
fora dos limites de tolerância.
Na etapa a seguir do processo é levar
as massas dos pães ao processo de fermentação por 2 horas, atingindo o tamanho
esperado. Em seguida são levadas até o forno, para assar por 30 min a 180°C.
Alguns pães saem com aspectos não
padronizados. Um dos fatores que pode acarretar essa não conformidade é a baixa
quantidade fermento encontrado nos pães, que influencia no crescimento das
massas. Outra evidência encontrada na produção é a elevada temperatura do
forno, gerando pães fora do padrão, onde ambos são ocasionados pelos
responsáveis da produção.
A seguir na Tabela 2 é possível verificar o número de
não conformidades ocorridas nos 12 dias de análise.
Tabela 2: Dados de não conformidades
|
Dia
|
Quantidade
|
Não conformidade
|
|
1
|
9
|
Tostado
|
|
|
3
|
Deformado
|
|
|
1
|
Pouco Fermento
|
|
|
2
|
Cascudo
|
|
|
2
|
3
|
Tostado
|
|
|
2
|
Deformado
|
|
|
1
|
Pouco Fermento
|
|
|
2
|
Cascudo
|
|
|
3
|
6
|
Tostado
|
|
|
4
|
Deformado
|
|
|
0
|
Pouco Fermento
|
|
|
2
|
Cascudo
|
|
|
4
|
4
|
Tostado
|
|
|
3
|
Deformado
|
|
|
1
|
Pouco Fermento
|
|
|
1
|
Cascudo
|
|
|
5
|
3
|
Tostado
|
|
|
5
|
Deformado
|
|
|
2
|
Pouco Fermento
|
|
|
3
|
Cascudo
|
|
|
6
|
2
|
Tostado
|
|
|
1
|
Deformado
|
|
|
3
|
Pouco Fermento
|
|
|
2
|
Cascudo
|
|
|
7
|
2
|
Tostado
|
|
|
5
|
Deformado
|
|
|
2
|
Pouco Fermento
|
|
|
4
|
Cascudo
|
|
|
8
|
3
|
Tostado
|
|
|
2
|
Deformado
|
|
|
2
|
Pouco Fermento
|
|
|
1
|
Cascudo
|
|
|
9
|
1
|
Tostado
|
|
|
2
|
Deformado
|
|
|
2
|
Pouco Fermento
|
|
|
1
|
Cascudo
|
|
|
10
|
4
|
Tostado
|
|
|
5
|
Deformado
|
|
|
2
|
Pouco Fermento
|
|
|
3
|
Cascudo
|
|
|
11
|
1
|
Tostado
|
|
|
3
|
Deformado
|
|
|
1
|
Pouco Fermento
|
|
|
3
|
Cascudo
|
|
|
12
|
1
|
Tostado
|
|
|
3
|
Deformado
|
|
|
1
|
Pouco Fermento
|
|
|
2
|
Cascudo
|
|
|
|
|
|
|
Fonte: Autor (2019)
Observou-se que a quantidade de não conformidades segue uma distribuição
irregular em função do dia. Foi perceptível que ocorre um maior número de pães
defeituosos no primeiro
dia da análise, conforme pode ser visualizado na Figura 2, o que foi atribuído
à maior demanda dos consumidores e à sobrecarga dos funcionários.
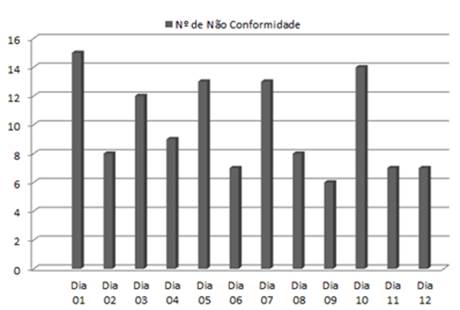
Figura 2: N° de não conformidades em
12 dias
Fonte: Autor (2019)
O dia da semana onde ocorreram mais
variações na produção do pão foi a segunda-feira, devido a maior procura da
clientela e maior demanda por produtos.
No dia que apresentou maior relevância foi
possível observar que no dia anterior a panificadora não apresentou expediente,
com isso ocorreu um acumulo de tarefas.
Fazendo uma análise dos turnos no primeiro
dia, o turno da manhã se sobrepôs aos demais em números de não conformidade,
com isso foi realizada uma estratificação, distribuída por turnos, como
observado na Figura 3.

Figura 3: Dados dos turnos.
Fonte: Autor (2019)
No primeiro dia de análise, que foi realizada no turno
da manhã, foi possível observar que as não conformidades foram mais frequentes,
devido à redução do número de funcionários por motivo de faltas na produção,
bem como o aumento dos pedidos. Por meio desses dados, foi possível aplicar
outra ferramenta demonstrada a seguir.
Os
defeitos que apresentam maior representatividade são, respectivamente, deformados,
cascudo, tostado e pouco fermento. Portanto, a análise através do gráfico de
Pareto proporcionou identificar o item defeituoso com maior ênfase no processo
produtivo, como pode ser observado na Figura 4.
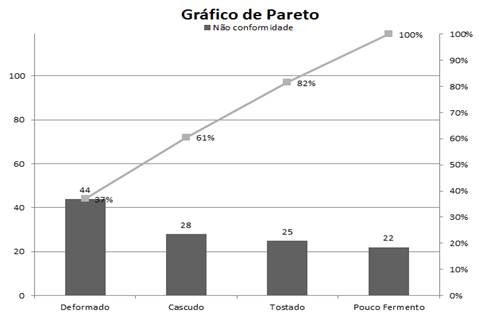
Figura 4: Gráfico de Pareto
Fonte:
Autor (2019)
Nesta etapa, foi possível
determinar que a falta de uma orientação de trabalho para determinar os
parâmetros de funcionamento do processo, por exemplo, o tempo exato que deve
permanecer na máquina e a baixa velocidade para a mistura da massa ficar
homogênea, são fatores importantes que podem interferir na qualidade da massa
para produção do produto, com isso, necessitam de uma modificação rápida, na
Figura 5.
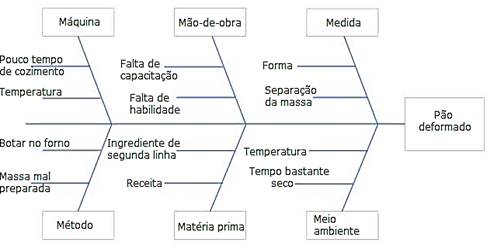
Figura 5: Diagrama de Causa e Efeito.
Fonte: Autor (2019)
Ao
verificar o diagrama de causa e efeito é possível observar que um dos problemas
é a massa mal preparada, pois alguns funcionários não seguem as medidas de
preparo do pão francês, acarretando pães defeituosos, fora do padrão desejado e
gerando o aumento de desperdício.
Outro problema importante é a falta de capacitação dos funcionários, que
recebem tarefas não enquadradas no perfil dos seus cargos.
Verificou-se como relevante a
carência de maquinários regulados, com isso proporcionando desperdícios
ocasionados pela produção de má qualidade, todos esses fatores podem ser
verificados no Anexo A.
Posterior
à análise da produção do pão francês, foram percebidas melhorias que foram
adotadas pela panificadora.
A
primeira iniciativa de melhoria foi a reunião com os funcionários da produção
para pedir maior atenção, na hora da manipulação do fermento para fabricação do
pão francês, visto que tem interferido na qualidade do produto final. Foi uma
forma de orientar os funcionários para que os mesmos tenham um melhor
desempenho e sigam o formato padrão da panificadora.
A
segunda atitude de melhoria foi à diminuição do produto no forno, onde o
colaborador responsável pelo maquinário tem a função de regular a temperatura
quando necessário, visto que foi passado instruções durante a capacitação do
funcionário da produção.
A
terceira ação de melhoria promoveu o aumento da qualidade do produto, onde as
trocas dos ingredientes por outros de melhor qualidade trouxe benefícios tanto
para o processo, quanto para lucratividade da panificadora.
A
quarta conduta realizada pelo proprietário foi a instalação dos ventiladores,
ocasionando maior bem estar aos funcionários, com isso gerando uma melhor
qualidade do desempenho dos mesmos.
A
quinta proposta de ação sugerida ao proprietário foi a de expandir o quadro de
colaboradores na produção do processo, consequentemente reduzindo a sobrecarga
dos funcionários.
5
Conclusão
No presente artigo foi possível ter uma perspectiva mais
ampla da panificadora abordada, onde foi estudado o processo do pão francês,
analisada a satisfação dos funcionários no ambiente interno, verificando os
principais problemas e suas soluções.
Dessa maneira, os problemas com maiores impactos no
processo de produção foram manipulação do fermento, tempo na masseira, tempo de
cozimento, capacitação dos funcionários encontrados no diagrama de causa e
efeito.
Uma vez que o problema de pães deformados foi
determinado com maior índice de defeitos, foram executadas algumas medidas para
solucioná-lo, tais como: os produtos de qualidade, a correta manipulação do
fermento, marcação ideal no tempo da masseira e regulagem do forno.
Após todas essas ações, foi possível observar que
ocorreram melhorias significativas no processo do pão francês, proporcionando
uma redução significativa dos desperdícios defeitos.
Outro ponto relevante solucionado foi a temperatura do
ambiente, proporcionando um local de trabalho favorável aos colaboradores, com
isso aumentando seus desempenhos na produção.
As ferramentas de qualidades selecionadas foram de
acessível aplicação, pois são ajustáveis a qualquer empresa. Através da sua
aplicação sistemática, a panificadora obteve otimização dos processos e redução
das não conformidades, elevando a rentabilidade do negócio. Desta forma, as
ferramentas da qualidade contribuíram para um melhor desempenho dos
colaboradores, das atividades e maior satisfação dos clientes. Após a
implantação de todas essas ferramentas, a panificadora vem apresentando
melhorias nos seus resultados, visto que as mudanças foram satisfatórias para
uma produção mais eficaz.
6 Referências
[1] DEMING, W. Edwards. Qualidade: A revolução
da Administração, 1990. Marques Saraiva, Rio de
Janeiro: 1982;
[2] SHEWHART, W. A. Economic
control of quality of manufactured products. São Paulo: ASQPR,
1986;
[3] FREITAS, Kaliany
Dias de. Aplicação das ferramentas da qualidade em uma panificadora como método
de melhoria do processo produtivo: Estudo de caso. XXXIV Encontro Nacional De
Engenharia De Produção. Curitiba-PR, 2014;
[4] PALADINI, E. P. Avaliação estratégica da
qualidade. São Paulo: Atlas 2002;
[5] Dados da Associação Brasileira da Indústria
de Panificação – ABIP. Disponível em:
<http://www.abip.org.br/perfil.aspx> Acessado em: 29 dez. de 2018;
[6] WERKEMA, M. C. C. As ferramentas da
Qualidade no Gerenciamento de Processos. Belo Horizonte: Editora de
Desenvolvimento Gerencial,1995.
[7] WERKEMA, M. C. C. Ferramentas estatísticas
básicas para o gerenciamento de processos. Belo Horizonte: Werkema Editora
Ltda,2006;
[8] SAMOHYL, Robert W. Controle
estatístico da qualidade. 5º ed. Rio de Janeiro: Elsevier, 2009;
[9] BITTENCOURT, Helio. Controle
Estatístico da Qualidade. Porto Alegre: 2014.
[10] MOURA, L. R. Qualidade Simplesmente.
Total. Rio de Janeiro: Qualitymark, 2003;
[11] VIEIRA, S. Estatística para a
Qualidade: como avaliar com precisão a qualidade em produtos e serviços. Rio de
Janeiro: Editora Campus, 2012.
[12] GIOCONDO. Francisco I. César.
Ferramentas da Qualidade: Instrumentos para gerenciamento de processos e
melhoria contínua. São Paulo, 2011;
[13] OAKLAND, J. Gerenciamento da qualidade
total. São Paulo: Nobel, 1994;
[14] SAMOHYL, R. W.
Controle Estatístico da Qualidade. Rio de Janeiro: Campus, 2009;
[15] SILVA, A.RORATTOO,
L.SERVAT, M.DORNELES, L.POLACINSK, E. Gestão da qualidade: Aplicação da
ferramenta 5w2h como plano de ação para projeto de abertura de uma empresa.
Horizontina-RS: SIEF, 2013;
[16] DRUCKER, Peter F. Desafios gerenciais para século XXI. São
Paulo: Thomsom, 2001;
[17] GALUCH, L. Modelo para
Implementação das Ferramentas Básicas do Controle Estatístico de Processo.
Dissertação (Mestrado em Engenharia de Produção) – Programa de Pós-Graduação em
Engenharia de Produção, Florianópolis, Universidade Federal de Santa Catarina,
2002;
[18] ABIP; ITPC. Performance do setor de panificação e confeitaria
brasileiro em 2014. 2015. Acessado em: 19 de abril 2019;
[19] SOUZA, Mariana de Albuquerque e. Boas
práticas para Padarias e Confeitarias. Porto Alegre, 2012. Acessado em: 19 de abril 2019;