1
Introdução
A cadeia
produtiva da construção civil é responsável pela transformação do ambiente
natural em ambiente construído, o qual precisa ser permanentemente renovado. Embora
este setor seja considerado um dos setores mais tradicionais, ainda apresenta alto
consumo de matérias primas e é considerado um dos que mais polui o meio
ambiente [1, 2].
Os resíduos de
construção e demolição (RCD) gerados neste setor, são definidos como todo
rejeito oriundo das etapas necessárias para a construção civil, como a infraestrutura,
reformas, reparos, demolições, assim como fragmentos e restos de areia,
material cerâmico, aço, madeira, entre outros [3], os quais, muitas vezes, são despejados
de forma irregular.
Em grande
parte dos municípios brasileiros, o descarte desses resíduos ocorre através de
bota-fora clandestino, em margens de rios, córregos e em terrenos baldios, o que pode gerar
problemas de contaminação no solo e na água subterrânea [4, 5]. No Brasil, a importância do gerenciamento
destes resíduos é abordada na Resolução do Conselho Nacional do Meio Ambiente
(CONAMA), nº 307 [5], que visa reduzir, reutilizar ou
reciclar resíduos por meio de diretrizes, critérios e procedimentos para sua
gestão [4].
O principal e
mais visível impacto da correta reciclagem dos resíduos é o prolongamento da
vida útil das reservas naturais nas quais se baseiam a construção civil. Mesmo
sendo uma atividade responsável pelo exacerbado consumo de recursos naturais,
esse setor da engenharia apresenta um grande potencial para o reaproveitamento
dos recursos sólidos [6].
2
Blocos
de Concreto com Resíduos
O conceito de
sustentabilidade como a busca de um equilíbrio entre proteção ambiental,
justiça social e viabilidade econômica é um tema bastante discutido, dada a demanda crescente de
novas moradias e os novos padrões e requisitos de qualidade impostos pela
sociedade [6], o que induz o setor a buscar
alternativas para alcançar a sustentabilidade em forma de inovações, seja de
materiais, políticas ou gestão.
Para minimizar
o impacto ambiental provocado pelas construções, a reciclagem surge como uma
das soluções para o controle do descarte excessivo de resíduos pelas indústrias
e construtoras, assim como para evitar o acúmulo de lixo, principalmente em
locais inadequados [7]. Desse modo, tendo em vista a alta
demanda por blocos de concreto na construção civil associada ao grande volume
de resíduos gerados na construção civil, surge a possibilidade de produção de
novos blocos utilizando agregados provenientes de RCD [3].
Gomes et al. (2017) [8] a partir de seus estudos, confirmou a
viabilidade de se produzir blocos de concreto estruturais com agregados
reciclados oriundos do processo de produção desses blocos, os quais atenderam aos
requisitos de resistência à compressão da NBR 6136 [9]. Os resultados da pesquisa de Souza, Soriano e Patino (2018) [10] mostraram que os blocos produzidos
com a substituição de 80% do agregado miúdo por agregados oriundos do resíduo
de tijolos cerâmicos apresentaram um elevado desempenho mecânico e comprovada
viabilidade econômica.
Guo et al. (2018) [11], demonstraram em sua pesquisa que é
possível utilizar agregados reciclados de concreto para produção de blocos para
construção civil, destacando os benefícios ambientais que esta medida traz. Zhao et al. (2020) [12] destaca que esta é uma rota de
desenvolvimento interessante para diminuir o impacto ambiental da produção de
blocos de concreto.
Lintz et al. (2012) [13] apontaram o grande potencial do
aproveitamento de RCD em substituição aos agregados naturais para fabricação de
materiais à base de concreto como os blocos e concluíram que os resultados de resistência
à compressão dos blocos de concreto são influenciados pelas porcentagens crescentes
de RCD na mistura. Soutsos, Tang e Millard (2011) [14] verificaram que as características
físicas dos agregados de RCD podem afetar adversamente as propriedades
mecânicas dos blocos, no entanto, em teores adequados podem não conferir efeitos
prejudiciais significativos na resistência à compressão dos blocos.
Sendo assim, este
trabalho tem por objetivo verificar a viabilidade de fabricação e uso de blocos
de concreto com a incorporação de RCD, sem função estrutural, compactados de forma
manual e em mesa vibratória, a fim de ser uma alternativa de aplicação do
material que contribua com a sustentabilidade na indústria da construção civil.
3
Materiais
e Métodos
3.1
Caracterização
dos Materiais
O cimento
utilizado para produção dos blocos foi do tipo Portland CP V-ARI, visando a
evolução mais rápida das resistências do concreto às primeiras idades, para que
a integridade na desforma e durante a movimentação da peça fosse garantida. As
suas especificações, de acordo com o fabricante, constam na Tabela 1.
Tabela
1: Propriedades físicas e químicas do
Cimento CP V-ARI.
|
Nome
|
Dimensão
|
Unidade
|
|
Tempo de início de pega
|
≥ 1
|
horas
|
|
MgO
|
≤ 6,5
|
%
|
|
Perda ao fogo
|
≤ 4,5
|
|
Resíduo insolúvel
|
≤ 1,0
|
|
So3
|
-
|
|
Resistência à compressão
|
1 dia
|
≥14,0
|
MPa
|
|
3 dias
|
≥24,0
|
|
7 dias
|
≥34,0
|
|
28 dias
|
-
|
Fonte: o
fabricante.
Os RCD utilizados foram provenientes da reforma realizada na Pró-Reitoria
de Graduação (PROGRAD) na Universidade Estadual de Londrina (Figura 1). Primeiramente,
foi realizada a triagem dos RCD, seguida de trituração em um britador de
mandíbulas, obtendo-se duas frações distintas: uma composta por agregados
maiores que 4,8mm (fração graúda) e outra por agregados menores que 4,8mm
(fração miúda).

Figura
1: Resíduos de RCD oriundos da UEL.
Fonte: Autores
(2018).
Os ensaios realizados para a caracterização dos agregados de RCD, de
acordo com as prescrições das normas técnicas, foram: determinação da composição
granulométrica (ABNT NBR NM 248, 2003) [15]; determinação da massa unitária (ABNT NBR NM 45, 2006) [16]; determinação da massa específica dos
agregados miúdos (ABNT NBR NM 52, 2009) [17] e graúdos (ABNT NBR NM 53, 2009) [18]; teor de material pulverulento (ABNT NBR NM 46, 2003) [19]; absorção de água dos agregados
miúdos (ABNT NBR NM 30, 2001) [20] e graúdos (ABNT NBR NM 53, 2009) [18].
3.2
Produção
do Concreto
Preliminarmente à fabricação dos blocos, foram estudados diferentes
traços de concreto, a partir de um traço referência baseado na literatura,
substituindo-se totalmente os agregados naturais por agregados de RCD. O traço
de referência foi ajustado (Traço 1) e a partir deste foram estudados outros
dois traços (Traços 2 e 3), variando-se as quantidades de agregados graúdo e
miúdo reciclados, respectivamente, conforme apresentado na Tabela 2.
Tabela
2: Traços dos concretos estudados.
|
Nomenclatura
|
Cimento : Areia :
Pedrisco : a/c
|
|
Traço Ref.
|
1,00 : 5,00 : 3,08 :
0,98
|
|
Traço 1
|
1,00 : 4,70 : 2,20 :
1,05
|
|
Traço 2
|
1,00 : 4,70 : 1,85 :
0,99
|
|
Traço 3
|
1,00 : 5,48 : 2,20 :
1,07
|
A partir dos
traços estabelecidos, concretos foram produzidos utilizando-se betoneira de
eixo inclinado, os quais foram avaliados, no estado fresco, quanto o índice de
consistência, de acordo com a NBR NM 9833 [21]. Moldaram-se então quatro corpos de
prova de dimensões de 10x20 cm para cada traço, segundo as recomendações da NBR
5738 [22], e no estado endurecido, os concretos
foram avaliados quanto à massa específica e resistência à compressão axial, aos
3, 7, e 28 dias, conforme as normas NBR 9778 [23] e NBR NM 5739 [24], respectivamente.
3.3
Produção
dos Blocos
Procedeu-se a
produção dos blocos de concreto utilizando-se o Traço 1 ajustado para
1:4,85:2,20:0,87, com redução da quantidade de água devido à consistência elevada
e aumento da quantidade de finos, visando melhoria no acabamento da superfície
da peça. A Tabela 3 apresenta o consumo de materiais utilizado para a produção
dos blocos.
Tabela
3: Consumo de materiais para produção dos
blocos.
|
Traço 1 ajustado
|
|
Cimento (kg)
|
24,86
|
|
Areia (kg)
|
120,57
|
|
Pedrisco (kg)
|
54,69
|
|
Água (l)
|
21,62
|
Utilizando-se
o concreto de RCD, moldaram-se doze blocos de RCD de forma manual e outros doze,
com compactação em mesa vibratória, todos na dimensão de 19x19x39cm,
enquadrando-os na família M-20, segundo a NBR 6136 [9].
A moldagem
manual foi realizada da seguinte maneira: enchimento parte inferior da forma
com concreto (Figura 2a), posicionamento da parte superior da forma,
comprimindo a massa de concreto (Figura 2b), remoção da parte inferior da forma
(base) ataravés do apoio nas aletas laterais da parte superior da mesma (Figura
2c). A compactação foi realizada por um único operador, a fim de minimizar
efeitos de variação da energia.

Figura
2: Parte inferior da forma preenchida com
concreto até a superfície.
Fonte: Autores (2018).
A compactação
em mesa vibratória se deu com preenchimento da forma com concreto em duas
camadas, seguido da vibração da forma na mesa, em dois ciclos de 4s a 6s. Foi
feito o posicionamento da parte superior da forma e realizou-se o último ciclo
de vibração da mesa, e por fim, a desforma de forma análoga ao primeiro
procedimento.
Após a desmoldagem
foram tomados os devidos cuidados no transporte e manuseio dos blocos
recém-fabricados, os quais foram colocados em ambiente protegido e curados com
aspersão de água durante os dois primeiros dias. Entre 3 e 28 dias os blocos
foram curados ao ar, em ambiente de laboratório, onde ficaram protegidos das
intempéries até o momento da realização dos ensaios de caracterização.
3.4
Ensaios
de Caracterização dos Blocos
Os blocos de
RCD foram submetidos aos ensaios para determinação do índice de absorção de
água aos 28 dias e da resistência à compressão axial, aos 3, 7 e 28 dias de
idade, seguindo as prescrições da NBR 12118 [25].
Para a
determinação da resistência mecânica, os blocos foram capeados nas duas faces
com uma pasta de cimento CP V-ARI, de espessura inferior a 3 mm. Após 24 horas
da aplicação da regularização, os blocos foram imersos em água por mais 24
horas, sendo posteriormente a esse período ensaiados.

Figura
3: Capeamento de uma face do bloco com
pasta de cimento.
Fonte: Autores (2018).
Para a
execução do ensaio, foram colocadas placas rígidas monolíticas de espessura
igual a 50mm para dar apoio aos blocos na prensa. O posicionamento e marcações
das placas foram feitos de modo que, ao posicionar os blocos sobre as placas, o
centro da prensa coincidisse com o centro geométrico do bloco, conforme Figura
4.

Figura
4: Posicionamento das bases rígidas e do
bloco para ensaios à compressão.
Fonte: Autores (2018).
Os blocos
foram submetidos à aplicação de uma carga de compressão axial, de 0,05±0,01
MPa/s, na direção paralela aos eixos dos furos, conforme determina a NBR 12118 [25], até a ruptura dos mesmos.
4
Resultados
e Discussões
4.1
Agregados
de RCD
Os resultados
de caracterização física dos agregados de RCD estão apresentados na Tabela 4 e
as suas curvas granulométricas, com limites de distribuição, conforme a NBR
7211 [26], nas Figuras 5 e 6.
Tabela
4: Índices físicos dos agregados de RCD.
|
Ensaios Realizados
|
A.M.
|
A.G.
|
|
Módulo de finura
|
2,74
|
5,89
|
|
Dimensão
máxima característica (mm)
|
4,75
|
9,60
|
|
Massa unitária (g/cm³)
|
1,33
|
1,10
|
|
Massa específica (g/cm³)
|
2,47
|
2,29
|
|
Teor de material
pulverulento (%)
|
2,50
|
3,50
|
|
Absorção de água (%)
|
5,50
|
7,00
|
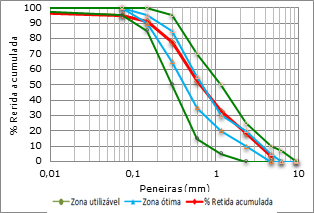
Figura
5: Curva granulométrica do agregado miúdo
de RCD.
Fonte: Autores (2018).
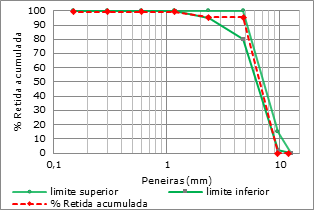
Figura
6: Curva granulométrica do agregado
graúdo de RCD.
Fonte: Autores (2018).
Verifica-se,
analisando-se as curvas granulométricas das Figuras 5 e 6, que as amostras de
agregados de RCD encontram-se dentro dos limites superior e inferior de
porcentagens retidas acumuladas dispostas na NBR 7211 [26], classificando-os, de acordo com o
módulo de finura, em areia média e brita 0 ou pedrisco.
Os valores de dimensão
máxima característica (DMC) apresentados na Tabela 4, mostram que o agregado
graúdo está compreendido dentro do limite estabelecido pela NBR 6136 [9], que recomenda que este valor não
ultrapasse metade da menor espessura da parede do bloco, neste caso, de 20mm,
tendo em vista o valor mínimo aceitável para a família M-20 ser de 15mm.
Os valores de
massa específica dos agregados de RCD desta pesquisa aproximam-se dos
apresentados por Barros e Fucale (2016) [4]. Estudos mostram que as massas
específicas e unitárias dos agregados de RCD são em torno de 5 a 10% mais
baixos que os valores dos agregados naturais, podendo os números variarem um
pouco de acordo com a origem e granulometria do material [13]. Gonçalves (2001) [27] verificou, em seus estudos, uma
redução de 7% da massa unitária do agregado de RCD em comparação com o natural.
Os teores de
material pulverulento dos agregados de RCD apresentaram-se dentro dos limites
estabelecidos pela norma de agregados reciclados de resíduos sólidos da construção
civil [28], não ultrapassando 10% para o
agregado miúdo e 20%, para o graúdo.
Com relação a
absorção de água, esta é uma das características que mais difere o agregado
reciclado do natural e tende a variar de acordo com o material que deu origem
aos resíduos [3]. Barros, Fucale (2016) [4] encontraram valores de absorção de
água igual a 10,0% para o agregado miúdo reciclado, enquanto que o agregado
miúdo natural apresentou absorção de água igual a 0,2%.
4.2
Concretos
de RCD
Os resultados
dos ensaios de caracterização dos concretos de RCD encontram-se na Tabela 5.
Tabela
5: Caracterização do concreto.
|
Ensaios
|
Ref.
|
Traço 1
|
Traço 2
|
Traço 3
|
|
Massa específica (kg/m³)
|
1800
|
1780
|
1830
|
1790
|
|
Resistência à compressão
aos 7 dias (MPa)
|
3,70
|
6,25
|
6,80
|
3,55
|
Os valores de
massa específica apresentados na Tabela 5 indicam, para os três traços, que o concreto
produzido com RCD pode ser caracterizado como leve, de acordo com a
classificação da
NBR 12655 [29], uma vez que possuem massa específica inferior a 2000 kg/m³. Isso ocorre,
possivelmente, devido à menor massa especifica dos agregados reciclados que o
compõem, bem como por um maior teor de vazios incorporado ao concreto. Latterza (1998) [28] por meio de estudos, concluiu que, para os
concretos com 100% de agregados de reciclagem e com DMC de 9,5mm, a redução da massa específica do
concreto no estado fresco chega a 4% quando comparada ao concreto convencional.
Com relação à
resistência à compressão, os resultados apresentados na Tabela 5 mostram que os
concretos de traços 1 e 2 obtiveram desempenhos mais satisfatórios e isto justifica
o fato do traço 1 ter sido escolhido para a produção dos blocos, tendo em vista
possuir ainda menor consumo de cimento (310,81 kg/m³) que o traço 2
(323,62kg/m³).
Os baixos
valores de resistência à compressão dos concretos podem ser justificados pelo aumento
na quantidade de água de amassamento necessária para a produção dos concretos,
uma vez que há diminuição da
trabalhabilidade devido possivelmente às irregularidades de formatos dos
agregados de RCD, advindas do processo de fabricação pela britagem de resíduos
maiores, que conduzem a diferentes áreas superficiais [13].
Estudos analisaram
a influência das frações miúda e graúda do agregado reciclado de resíduos de
concreto nas propriedades do concreto fresco [27] e concluíram que esta grande perda de
trabalhabilidade pode ser ocasionada devido a elevada absorção de água dos
agregados reciclados.
4.3
Blocos
de RCD
Na Tabela 6
estão apresentados os resultados do ensaio de resistência à compressão axial dos
blocos de RCD, compactados de forma manual e em mesa vibratória, os quais podem
ser melhor visualizados na Figura 7.
Tabela
6: Resultados do ensaio de resistência à compressão
aos 3, 7 e 28 dias.
|
Idade
|
Forma Manual
|
Mesa Vibratória
|
|
Resist. (MPa)
|
Desv. Pad.
|
CV (%)
|
Resist. (MPa)
|
Desv. Pad.
|
CV (%)
|
|
3 dias
|
0,45
|
0,06
|
14,30
|
1,17
|
0,06
|
4,95
|
|
7 dias
|
0,56
|
0,08
|
14,01
|
1,57
|
0,15
|
9,75
|
|
28 dias
|
0,66
|
0,06
|
8,57
|
2,07
|
0,21
|
10,07
|
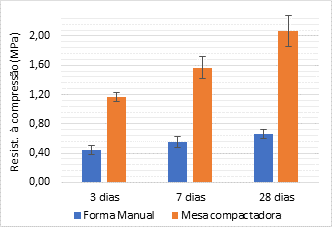
Figura
7: Evolução da resistência à compressão.
Fonte: Autores (2018).
Analisando-se
os resultados de resistência à compressão aos 28 dias, verifica-se que apenas
os blocos fabricados em processo mecânico atendem os requisitos da NBR 6136 [9], enquadrando-se na Classe D, como
blocos de concreto para uso em alvenarias não estruturais com resistência
superior a 2,0 MPa.
Zhao et al. (2020) [12] relacionou o fato dos blocos
produzidos com agregados reciclados possuírem resistências mecânicas mais
baixas que os convencionais, ao fato das propriedades físicas destes agregados serem
inferiores às dos naturais, devido a possibilidade de presença de pasta de
cimento aderente, que acarreta a uma maior porosidade dos mesmos.
Os resultados
também demonstraram que a resistência à compressão dos blocos conformados de
forma mecânica, em mesa vibratória, apresentou valores superiores aos
fabricados de forma manual. Aos 3 dias, o valor da resistência à compressão
para o primeiro procedimento é igual a aproximadamente 38% daquele apresentado
para o segundo. Aos 07 dias, este valor corresponde a 36% e aos 28 dias, à 32%.
A qualidade do
maquinário e da tecnologia no processo produtivo dos blocos de concreto está
diretamente ligada aos resultados finais esperados, uma vez que a resistência
dos blocos é proporcional à energia de compactação utilizada na vibração, sendo
o desempenho
da vibro-prensa responsável pela qualidade final dos elementos fabricados [30].
Devido a isto,
os blocos fabricados pelo procedimento de compactação em mesa vibratória
(Figura 8-1) apresentaram menor porosidade e maior compacidade das partículas
constituintes do concreto. Já pelo método manual (Figura 8-2), os blocos
apresentaram maior porosidade e textura superficial irregular, o que pode ter
sido ocasionado, possivelmente, pelo pouco espalhamento da pasta de cimento, acarretando
na formação rebarbas durante a desmoldagem.


Figura
8: Blocos de compactação em mesa
vibratória (1) e forma manual (2).
Fonte: Autores (2018).
Relacionado à
absorção de água, os blocos de concreto de RCD apresentaram o valor médio de 16,0%,
o qual encontra-se um pouco acima do limite especificado pela norma NBR 6136 [9], que admite um valor médio máximo de
13,0%. No entanto, analisando-se de forma individual, alguns blocos se
enquadrariam na especificação da norma, que admite um valor máximo de 16,0%.
Os altos
valores de absorção de água podem estar relacionados, possivelmente, às
características dos agregados reciclados que constitui os blocos, em especial à
maior absorção de água dos mesmos em comparação aos naturais, pois geralmente
apresentam argamassa e materiais cerâmicos aderidos à sua superfície [3].
5.
Conclusões
O desenvolvimento desta pesquisa permitiu concluir que a heterogeneidade
do RCD pode afetar diretamente as propriedades físicas, mecânicas e visuais das
peças, e que o processo de produção dos blocos é um fator limitante para se
obterem resultados positivos. Verificou-se que apenas os blocos de RCD
fabricados com compactação em mesa vibratória podem ser utilizados para uso em
elementos de alvenaria acima do nível do solo, sem função estrutural,
classificados como Classe D, segundo a NBR 6136 [9]. Concluiu-se ainda que a reutilização
de RCD para a produção de blocos de concreto dentro do processo produtivo de
uma Universidade mostra-se como grandioso, uma vez que alia as vertentes
sustentável e econômica, reduzindo os custos com deposição de resíduos e propiciando
o reuso como matéria-prima de um novo produto, de valor agregado.
Referências
[1] PASSUELLO, A. C. B. et al.
Aplicação da Avaliação do Ciclo de Vida na análise de impactos ambientais de
materiais de construção inovadores: estudo de caso da pegada de carbono de
clínqueres alternativos. Ambiente Construído, v. 14, n. 4, p. 7–20, 2014.
[2] MELLO, L. C. B. DE B.; AMORIM, S. R. L. DE. O subsetor de edificações da
construção civil no Brasil: uma análise comparativa em relação à União Europeia
e aos Estados Unidos. Production, v. 19, n. 2, p. 388–399, 2009.
[3] LEITE, M. B. Avaliação de Propriedades Mecânicas de Concretos
Produzidos com Agregados Reciclados de Resíduos de Construção e Demolição. Dissertação
de mestrado. Universidade Federal do Rio Grande do Sul, 2001.
[4] BARROS, E.; FUCALE, S. O Uso De Resíduos Da Construção Civil Como
Agregados Na Produção De Concreto. Revista de Engenharia e Pesquisa Aplicada,
v. 2, n. 1, 2016.
[5] BRASIL. Resolução CONAMA No 307, de 5 de julho de 2002,
Estabelece diretrizes, critérios e procedimentos para a gestão dos resíduos da
construção civil.Diário Oficial da União, de 17 de jul. de 2002, Brasília, DF,
seção1, páginas 95-96. p. 95–96, 2002.
[6] JOHN, V. M.; AGOPYAN, V. Reciclagem de resíduos da construção. p.
12, 2000.
[7] LOMASSO, A. L. et al. Estudo De Caso No Centro Mineiro De
Referência Em Resíduos (CMRR). Revista Pensar Gestão e Administração, v. 3, n.
2, p. 1–18, 2015.
[8] GOMES, P. C. C. et al. Obtenção de blocos de concreto com utilização de
resíduos reciclados da própria fabricação dos blocos. Ambiente Construído, v.
17, n. 3, p. 267–280, 2017.
[9] ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 6136 - Blocos
vazados de concreto simples para alvenaria - Requisitos. Rio de Janeiro: ABNT, 2016.
[10] SOUZA, M. F. DE; SORIANO, J.; PATINO, M. T. O. Resistência à
compressão e viabilidade econômica de blocos de concreto dosado com resíduos de
tijolos cerâmicos. Matéria (Rio de Janeiro), v. 23, n. 3, 2018.
[11] GUO, Z. et al. Mechanical properties, durability, and life-cycle
assessment of concrete building blocks incorporating recycled concrete
aggregates. Journal of Cleaner Production, v. 199, p. 136–149, 2018.
[12] ZHAO, Z. et al. Use of recycled concrete aggregates from precast
block for the production of new building blocks: An industrial scale study. Resources,
Conservation and Recycling, v. 157, n. February, 2020.
[13] LINTZ, R. C. C.; JACINTHO, A. E. P. G. A.; PIMENTEL, L. L.; L. A., GACHET-BARBOSA.
Study of the reuse of construction residues in concrete employed by blocks
manufacture. Revista IBRACON de Estruturas e Materiais, v. 5, n. 2, p. 166–181,
2012.
[14] SOUTSOS, M. N.; TANG, K.; MILLARD,
S. G. Concrete building blocks made with recycled demolition aggregate. Construction
and Building Materials, v. 25, n. 2, p. 726–735, 2011.
[15] ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR NM 248: Agregados -
Determinação da composição granulométrica. Rio de Janeiro: ABNT, 2003.
[16] ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR NM 45: Agregados –
Determinação da massa unitária e do volume de vazios,” Rio de Janeiro.
Rio de Janeiro: ABNT, 2006.
[17] ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR NM 52: Agregado miúdo -
Determinação de massa específica e massa específica aparente. Rio de Janeiro:
ABNT, 2009.
[18] ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR NM 53: Agregado graúdo
- Determinação da massa específica, massa específica aparente e absorção de
água. Rio de Janeiro: ABNT, 2009.
[19] ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR NM 46: Agregados -
Determinação do material fino que passa através da peneira 75 um, por lavagem.
Rio de Janeiro: ABNT, 2003.
[20] ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR NM 30: Agregado miúdo -
Determinação da absorção de água. Rio de Janeiro: ABNT, 2001.
[21] ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 9833 - Concreto Fresco
- Determinação da massa específica, do rendimento e do teor de ar pela método
gravimétrico. Rio de Janeiro: ABNT, 2009.
[22] ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 5738 - Concreto -
Procedimento para moldagem e cura de corpos de prova. Rio de Janeiro: ABNT,
2015.
[23] ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 9778 - Argamassa e
concreto endurecidos - Determinação da absorção de água por imersão - Índice de
vazios e massa específica. Rio de Janeiro: ABNT, 2009.
[24] ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 5739 - Concreto -
Ensaio de compressão de corpos-de-prova cilíndricos. Rio de Janeiro: ABNT, 2007.
[25] ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 12118 - Blocos vazados
de concretos simples para alvenaria - Metódos de ensaio. Rio de Janeiro: ABNT,
2013.
[26] ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 7211 - Agregados para
concreto - Especificação. Rio de Janeiro: ABNT, 2009.
[27] GONÇALVES, R. D. C. Agregados Reciclados De Resíduos De Concreto - Um
Novo Material Para Dosagens Estruturais. Dissertação de mestrado. Universidade
de São Paulo, São Paulo, 2001.
[28] LATTERZA, L. D. M. Concreto com Agregado Graúdo Proveniente da
Reciclagem de Resíduos de Construção e Um Novo Material para Fabricação de
Painéis Leves de Vedação. Dissertação de mestrado. Escola de Engenharia de São
Carlos, Universidade de São Paulo, São Paulo, 1998.
[29] ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 12655: Concreto
de cimento Portland — Preparo, controle, recebimento e aceitação — Procedimento.
Rio de Janeiro: ABNT, 2015.
[30] FRASSON JUNIOR, A. Proposta de metodologia de dosagem e controle do
processo produtivo de blocos de concreto para alvenaria estrutural. Dissertação
de mestrado, 146 p. Universidade Federal de Santa Catarina, Florianópolis, 2000.