1.
Introdução
1.1.
Contextualização
A primeira linha de montagem do mundo teve seu início no século XX
na fábrica da Ford em Highland Park, Estados Unidos, onde a produção passou por
uma revolução, pois, a partir daquele momento, os veículos chegavam até os
operários, otimizando o processo produtivo e aumentando a quantidade de carros
produzidos. Com o passar do tempo, o conceito de linha de produção foi sofrendo
alterações e se tornando cada vez mais eficiente, saindo da fase de artesanato
e chegando na indústria 4.0.
1.2.
Descrição
do Problema
Devido ao crescimento da demanda de veículos automotivos ao
longo do último século, houve uma necessidade de elevar a produção de carros,
reduzindo o tempo de fabricação. Entretanto, com o aumento da produção há
também o aumento das perdas decorrentes desses processos. Considerando o
aumento das perdas produtivas, o nível de capital investido para a
produção de veículos cresce, ficando expresso no aumento dos valores que chegam
ao consumidor.
1.3.
Objetivo
O presente estudo tem como objetivo mapear as perdas produtivas na
linha de produção de uma indústria automotiva, onde foram utilizados
ferramentas e conhecimentos em ciência de dados para produção de um algoritmo
para análise das paradas de linha.
1.4.
Justificativa
As paradas de linhas impactam fortemente nos resultados,
respondendo, conjuntamente, por, aproximadamente, 24% das perdas produtivas na Indústria
Automotiva estudada.
Além de causarem diretamente perdas financeiras dentro do processo
produtivo, as paradas de linha acarretam, também, a redução da produtividade e
podem, ainda, afetar negativamente a experiência do usuário final.
Esta realidade é comum a outras manufaturas, em que, de forma
geral, atividades de montagem nas linhas de produção contribuem
significativamente para o custo e a qualidade do produto final [1], compreendendo, em média,
40% do custo do produto e até 50% do custo total de fabricação [2, 3].
Neste contexto, é crucial identificar padrões e os principais
fatores que influenciam na ocorrência de paradas de linha, e como é possível
reduzi-los, gerando redução dos custos fabris, do retrabalho, aumento da
qualidade e, consequentemente, da satisfação dos clientes.
2.
Fundamentação
Teórica
Visando explorar e extrair valor dos dados disponíveis há diversas
abordagens e metodologias disponíveis. Dentre as quais podemos destacar: O
Knowledge Discovery Databases (KDD), Sample, Explore, Modify, Model, Assess
(SEMMA) e o Cross-Industry Standard Process for Data Mining (CRISP-DM) [4]. Devido a sua grande
flexibilidade e independência em relação a ferramenta para sua aplicação, o
CRISP DM foi escolhido como metodologia para apoiar a análise e mineração dos
dados do nosso problema.
Este framework engloba o ciclo de vida básico de uma aplicação de
Ciência de Dados e está
apresentado na Figura 1. É dividido em 6 etapas [5]:
1. Entendimento
do Negócio: Definição do problema, levantamento dos envolvidos,
identificação das fontes de dados, levantamento dos riscos e planejamento.
2. Entendimento
dos Dados: Integração das bases de dados, análise exploratória de dados e
verificar a qualidade dos dados.
3. Preparação
dos dados: Limpeza e transformação de dados, exploração adicional de dados,
redução de dimensionalidade e Engenharia de atributos.
4. Modelagem
dos dados: Seleção e desenho do modelo, construção do design de teste,
otimização de hiperparâmetros e treinamento e validação dos modelos.
5. Avaliação:
Teste do modelo e avaliação dos resultados.
6. Produção: Implantação do modelo em
produção, plano de monitoramento e manutenção e relatórios finais e
visualizações.
Figura
1: CRISP DM e
suas 6 etapas no ciclo de vida de uma aplicação de ciência de dados. Fonte: https://www.datascience-pm.com/crisp-dm-2/
2.1.
Área
do negócio
A aquisição de vantagens competitivas deixou de ser um diferencial
e hoje é condição de sobrevivência para as empresas. Principalmente em nichos
tão competitivos quanto a indústria automobilística. Reduzir custos e aumentar
a eficiência, este tem sido o mantra de todas as organizações. E é neste
contexto que a inteligência artificial e a ciência de dados se tornaram ativos
estratégicos. Vários subprocessos na cadeia produtiva automotiva já estão
conectadas com essas tecnologias: Desenvolvimento, compras, logísticas,
produção, marketing, vendas, pós-vendas e clientes conectados [6].
Em nosso trabalho abordamos a produção, mais especificamente a
montagem. E neste contexto o principal objetivo da montagem é a entrega de
veículos ao final da linha produtiva. Ação intimamente relacionada com a
eficiência da linha de produção. Esta eficiência é calculada através do Overall
Production Efficiency (OPE) que é a razão entre o número de veículos
produzidos por hora na ponta da linha e a capacidade produtiva da planta.
Em linhas gerais quanto mais carros são produzidos em menos tempo
maior é a OPE. Dessa forma, paradas ou interrupções produtivas reduzem
este indicador e geram perdas financeiras para a planta. Permitir que os
gestores e colaboradores na linha de produção possam atuar de forma mais
tempestiva e assertiva nos fatores relacionados a estas interrupções é o
principal objetivo deste trabalho.
2.2.
Mineração
de Dados
Mineração de dados pode ser entendido como o processo de
exploração de grande massa de dados e posterior extração de informações úteis
para o negócio [7]. Ela atua na busca por padrões e características que ajudem
descrever ou explicar determinado fenômeno. Os seres humanos sempre se
destacaram pela capacidade de encontrar padrões e avaliar comportamentos e
tendências. No entanto, com o aumento exponencial da quantidade de dados
disponíveis e na exigência de maior velocidade no processamento.
A avaliação manual na maioria das situações se torna ineficiente.
A mineração de dados se vale de técnicas de aprendizado de máquina,
inteligência artificial e estatística para transformar os dados em
conhecimento. A mineração de dados pode ser dividida em três fases [8], observe a Figura 2.

Figura
2: Fases do
processo de mineração de dados. Fonte: [8]
A primeira fase conhecida como pré-processamento é responsável por
adequar os dados brutos ao formato conveniente para a extração dos padrões. A
depender da técnica escolhida e do estado atual dos dados, alguns ajustes são
necessários. Isto é muito comum já que os dados podem ser oriundos das mais
diversas fontes, seja o quantitativo de vendas de um produto ou a leitura de um
manômetro de um vaso de pressão. Esta flexibilidade em relação à natureza
do negócio traz à tona outra função do pré-processamento que é o aprendizado
sobre o domínio do negócio. Isto é fundamental
para entender o que faz sentido e o significado dos dados utilizados.
Nesta fase são realizadas atividades como limpeza, preparação e
transformação dos dados e atributos.
A segunda fase é responsável pela extração de padrões, e pode se
subdividir outras etapas e aqui que a mineração de dados se vale de técnicas de
aprendizado de máquina, de visualização e ferramentas estatísticas para
automatizar e identificar retirada de conhecimento dos dados. É nesta etapa que
pode ocorrer a definição dos hiperparâmetros de um modelo de aprendizado de
máquina e a coleta das informações avaliadas por ele.
A terceira fase é chamada de pós-processamento do conhecimento. É
nela que ocorre a avaliação e validação dos resultados. A mineração de dados
deve ser um processo iterativo e interativo, isto fica bem evidenciado no ciclo
do CRISP DM. Avaliar a qualidade das informações retiradas dos dados é
fundamental para evitar um descolamento com a realidade do negócio. Muitas
vezes se faz necessário várias rodadas de criação, avaliação e validação dos
modelos para se chegar a resultados coerentes
e confiáveis. Outliers, dados ruidosos,
repetidos ou pobres semanticamente sempre podem estar presentes e devem ser
tratados. Além disso, o conhecimento adquirido
junto à mineração pode necessitar de uma adequação à linguagem do negócio.
Processo de mineração que não é capaz de transmitir de forma clara e
inteligível seus resultados, falha numa importante missão da mineração de dados
que é apoiar as decisões estratégicas e de negócio.
2.3.
Trabalhos
Relacionados
A Indústria 4.0 é conhecida pelo frequente uso de sensores e
outros dispositivos eletrônicos, conectados à rede, dentro dos processos
produtivos a fim de aprimorar o produto entregue ao consumidor final.
Atualmente já é possível coletar diversos dados sobre as máquinas e seu
processo produtivo para proporcionar estudos que colaboram com a melhoria
contínua. Muitas organizações ainda enfrentam dificuldades para diagnosticar as
causas raízes dos defeitos, resultando em altos custos para retrabalhos e
reparos [9].
Com isso, atingir a excelência operacional, manufaturando
processos sem falhas, com o mínimo de desperdício de material, reduzindo
constantemente os custos de produção é o principal propósito nas Indústrias atualmente [10].
Numerosos estudos têm sido realizados focando na implementação de
mineração de dados em diferentes áreas da manufatura, como processos de
produção, melhoria da qualidade, detecção de falhas, otimização do rendimento
da fabricação, planejamento de requisitos de material e manutenção preditiva de
máquinas [11,
12, 13].
Na detecção de falhas, a mineração de dados é usada para
identificar padrões de defeitos, fatores que influenciam a falha de processos,
tipos de defeitos e taxas de erro na fabricação [14, 15].
As quebras de máquinas no processo de produção são relatadas como
um dos fatores mais importantes no diagnóstico de defeitos. Ciflikli e
Kahya-zyirmidokuz em 2010 desenvolveram uma solução de mineração de dados para
aumentar a produtividade da fabricação de carpetes que emprega análise de
relevância de atributos, árvores de decisão e indução baseada em regras [16]. Os resultados indicaram
que o isolamento das quebras da máquina no processo de produção e o modelo de
árvore de decisão proposto produzem uma melhoria significativa de aproximadamente
73% na taxa de precisão.
Uma investigação mais aprofundada visa identificar problemas no
procedimento que levam a defeitos. Os dados históricos das condições ambientais
(umidade ou temperatura) e da máquina (pressão, tensão ou atual) no processo de
produção são então avaliados para garantir
que os padrões de qualidade foram encontrados. Um outro estudo realizado por
Wang em 2013, focado em uma abordagem de mineração de dados, foi aplicada para
um sistema zero de defeito de manufatura (ZDM) a fim de garantir a ausência de
falhas nos produtos fabricados. A chave para alcançar o ZDM é se concentrar não
apenas na qualidade dos produtos e nas condições do produto, mas também no
estado do equipamento e na sua degradação[17].
Além disso, as matérias-primas de cada produto e quaisquer fatores
relacionados às condições de trabalho, incluindo duração, turno e o nível de
experiência dos trabalhadores também deve ser considerado na identificação de
potenciais fontes dos problemas que influenciam o sucesso ou fracasso do
processo de produção [18, 19].
3.
Materiais
e Métodos
3.1.
Descrição
da base de dados
A nossa principal fonte de dados é o Manufacturing Execution
Systems (MES). O sistema de execução de manufatura tem seu foco nas
atividades de produção e faz a interface entre o planejamento (vendas) com o
chão de fábrica. Devido à sua importância estratégica e por suas limitações no
tráfego de dados, na realidade os dados foram retirados de um banco de dados
espelho do MES. No entanto, iremos apenas nos referir como MES.
Na pesquisa por quais fatores impactam na parada produtiva na
linha de produção buscamos diversas fontes que tivessem ligação com o fenômeno.
Utilizamos os seguintes critérios para escolha dos dados:
a. Disponibilidade
b. Integridade
c. Confiabilidade
d. Importância para o problema.
Na Figura 3 são apresentadas as fontes de dados utilizadas
e as principais informações consideradas nas análises realizadas.
Figura
3: Fonte de dados
e informações avaliadas. Fonte: Elaboração própria. Fonte: Autoria própria.
Após realizar integração e limpeza dos dados, condensamos todos os
atributos numa única planilha no formato “.csv” e a partir dela realizamos a
análise exploratória e a pesquisa por padrões. Na Tabela 1 podemos observar o
dicionário de dados construído. Devido aos critérios informados acima, o
horizonte temporal de análise foi de janeiro de 2021 a abril de 2021. Onde
tivemos um total de 150 mil amostras. Dividida entre veículos produzidos e
paradas na linha.
Tabela
1:
Dicionário de Dados utilizado na análise
3.2.
Análise
descritiva dos dados
Os atributos relacionados na seção anterior podem ser organizados
segundo os seis grupos presentes na Figura 4.
Figura
4:
6 Dimensões analisadas nos dados presentes. Fonte: Autoria própria.
Os grupos mês a mês, hora a hora, dia a dia e Turnos assumem a dimensão
temporal. Se referem à
distribuição das paradas produtivas ao longo do
tempo. Visando encontrar padrões de ocorrência da parada. Inicialmente buscamos
trabalhar com um período de tempo maior para avaliar possíveis efeitos sazonais
tanto na produção quanto no número de paradas de linha ao longo dos meses. No entanto,
seguindo os critérios já mencionados, apenas 4 meses estavam aptos a serem utilizados.
Avaliamos o comportamento ao longo do dia, durante as 24h e os
três turnos produtivos, turno A, Turno B e Turno C. Para os meses avaliados há
presença produtiva em todos os dias da semana, de segunda a domingo.
Para a dimensão do produto temos presente algumas características
produtivas dos veículos produzidos: modelo, câmbio, motorização e tração. O Modelo
apresenta 3 opções, Modelo 1, Modelo 2 e Modelo 3.
O
câmbio foi agrupado em três opções, AT6, AT9 e
Manual. As duas primeiras são automáticas com seis e nove velocidades
respectivamente e a última manual. A motorização apresenta 4 opções e a tração duas opções.
A última dimensão se refere à justificativa automática dada pelo MÊS à parada
de linha. De forma crua ela se apresenta codificada e com muitas variações
possíveis, mas foi trabalhada e traduzida em seis categorias. O que melhorou
muito o entendimento sobre a parada e possibilitou encontrar padrões
interessantes. A codificação foi substituída por operação manual, fixação,
leitura, certificação, certificação de qualidade e diagnose elétrica.
3.3.
Pré-processamento
dos Dados
O pré-processamento de dados pode ser feito de diversas formas, a
solução depende do conjunto de dados e do problema que se pretende resolver.
Uma vez limpos, esses conjuntos podem ser gravados em uma nova estrutura de
dados.
O pré-processamento dos dados consistiu em transformar os dados de
entrada para um formato mais apropriado para análises posteriores. As etapas
envolvidas no processamento incluíram a fusão de dados de múltiplas fontes e
sua limpeza através do Pentaho
Data Integration (PDI). A limpeza dos dados se
deu a partir da seleção de variáveis, tratamento de
dados faltantes e ajuste de dados duplicados. Inicialmente, foram excluídas
colunas dos conjuntos de dados, essa estratégia foi utilizada devido ao fato de
algumas variáveis não serem importantes para o resultado buscado.
Para o estudo foram compiladas, basicamente, 3 tabelas com
informações de detalhes do veículo (motorização, câmbio, modelo etc.), detalhes
da parada de linha (chassi, tempo de parada, turno, causas etc.) e detalhes de
absenteísmo.
Considerando o tempo de parada, quantidade de parada e a sua causa
como os principais atributos do estudo, elas foram agrupadas da seguinte forma:
•
Grupos
do tempo de parada: <= 1s, 1s a 10s, 10s a 30s, 30s a 1min, 1min a 5min e
>5min.
•
Causa
(Justificativa): Certificação, Certificação de Qualidade, Diagnose Elétrica,
Fixação, Leitura e Operação Manual.
Escolhemos
adicionar o tempo de parada com o intuito de visualizar padrões que poderiam
ficar escondidos ao observar o tempo agregado. Outro motivo foi o de
categorizar a variável tempo para permitir utilizar o qui quadrado ou K modes.
Os valores inicialmente foram escolhidos de forma empírica e depois refinados
junto aos colaboradores.
3.4.
Metodologia
experimental
Na Figura 5 podemos observar um esquema resumido de como
foram realizadas as análises.
Figura 5: Resumo do processo de análise. Fonte: Autoria
própria.
O processo se iniciava com a obtenção junto aos bancos de dados
espelhos dos dados brutos. Então foi realizado o pré-processamento e limpeza
desses dados de forma que eles estivessem mais amigáveis e no formato correto
para a etapa de processamento. Como exemplo desses ajustes foram a retirada de
dados incoerentes, extração e criação de colunas novas a partir das originais.
Para essas atividades foi utilizado o software Pentaho Data Integration (PDI).
A etapa de processamento dos dados é o coração do processo. Aqui
ocorreu a tradução do Operation em códigos pouco amigáveis para agrupamentos
mais claros e fáceis de compreender. Outras colunas foram criadas ou
modificadas para facilitar a análise e permitir que a análise exploratória
ocorresse. Aqui utilizamos o Collab do Google e o Jupyterlab versão 3.014,
ferramenta integrada da plataforma Anaconda navigator versão 2.04.
Através das análises e dos gráficos construídos na etapa de
processamento reuniões eram realizadas com supervisores, líderes de time e
gestores para avaliar a veracidade e importância das informações conseguidas
durante a análise exploratória. Essa troca permitiu estabelecer um processo de
melhoria tanto para a análise quanto para a linha de produção que passou
realizar intervenções apoiadas no conhecimento construído a partir das
reuniões. Foram construídos gráficos de pareto, barras, histogramas, boxplot,
violino e dispersão para realizar a análise descritiva das paradas de linha.
4.
Análise
e Discussão dos Resultados
Ao
analisar o perfil das paradas de linha sob o prisma do tempo, do produto e das
justificativas (Operation) algumas características se sobressaíram. Ao observar
a Figura 6 podemos perceber que a parada de linha é algo comum durante a
rotina diária. Ao longo do período temos em média 1,42 paradas por veículo
produzido e 66% dos veículos produzidos param em algum momento na linha. Muitos
carros param e por múltiplas vezes. Esta característica pode indicar
oportunidade de melhoria no processo ou na execução da montagem, já que eventos
mais frequentes impactam mais no tempo de parada.
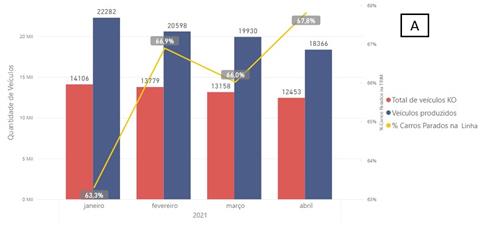

Figura 6: Gráfico contendo comparativo dos veículos
produzidos vs quantidade de veículos parados (A) e vs quantidade de paradas de
linha e consequentemente a taxa de parada por carro(B). Fonte: Autoria própria.
Outra
característica é a baixa duração dos tempos de paradas. Temos paradas curtas
mas com alta frequência, esse efeito se acumula ao longo do tempo gerando
grande perda financeira. Mesmo quando observamos a distribuição do tempo de
parada para uma justificativa específica numa faixa ( categoria) de tempo as
paradas tendem a se concentrar próximo ao primeiro quartil (Figura 7).
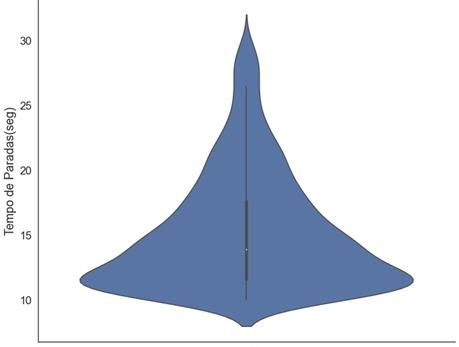
Figura 7: Gráfico de violino indicando a distribuição
do tempo de parada para a justificativa de Certificação e tempo de parada entre
10s e 30s. Fonte: Autoria própria.
Se
observarmos na faixa das paradas entre 10s e 30s há uma maior densidade próximo
aos 10s. O que corrobora com o perfil de paradas curtas.
Ao
confrontar o tempo de parada das principais estações responsáveis pelo maior
tempo de parada acumulado no período. Além de permitir atuar diretamente nos
locais mais críticos, também nos permitiu observar uma discrepância entre o
tempo de parada das estações ao longo dos turnos.
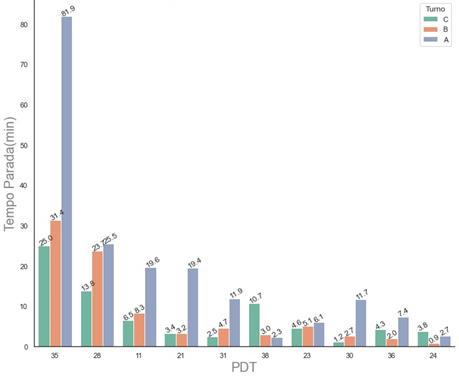
Figura 8: Gráfico contendo a estratificação do tempo de
parada entre 1s e 10s para a justificativa de Certificação e distribuída por
Turno. Fonte: Autoria própria.
Como
pode ser visto na Figura 8, o turno A é responsável por 80% do tempo de
parada para a estação de trabalho 35. Isto sinaliza um ponto de atenção. O que
é feito neste turno, ou como são realizadas as atividades de montagem neste
local e horário que podem explicar tamanha diferença?! Provavelmente a
diferença deve estar em algum tipo de controle ou boa prática na gestão do
ambiente laboral.
Com relação às
justificativas automáticas observamos tanto a frequência de ocorrência quanto o
total de tempo de parada acumulado para cada uma delas. Na Figura 9
podemos observar o gráfico de pareto das justificativas (Operation) em relação
ao somatório do tempo de parada.
Figura 9: Gráfico diagrama de pareto do tempo de
paradas por operation. Fonte: Autoria própria.
Figura 10: Aplicação web desenvolvida utilizando o
framework open-source Streamlit. Fonte: Autoria própria.
Além
disso, foi desenvolvido aplicativo web interativo, baseado nos dados
previamente tratados, contendo todos os gráficos de análise diagnóstica para
auxiliar nas tomadas de decisão dos Team Leaders (Figura 10).
5.
Conclusões
e Trabalhos Futuros
Algumas
iniciativas foram implementadas após as reuniões visando reduzir o tempo
perdido com paradas na linha de produção. Com isso, só na primeira semana de
implementação houve um ganho de R$ 86.418,15 reais devido a três atividades
lançadas no sistema de projetos da empresa e foi iniciado uma expansão para as
outras linhas produtivas, com o intuito de expandir essa análise. Este é um
processo que deve ser contínuo e interativo entre o setor de análise e os
envolvidos da linha de produção, visto que a linha de produção é um organismo
vivo que tem seu comportamento alterado o tempo todo. Para o futuro se faz
necessário permitir que estas análises ocorram de forma mais tempestiva
possível trazendo mais agilidade para os supervisores e líderes de equipes.
Além
disso, avançar sobre os processos de mineração de dados como regras de
associação e clusterização. Se fazem necessários para aumentar o entendimento
sobre o fenômeno parada de linha. Permitindo, no futuro próximo, a construção
de um modelo preditivo. Para que os envolvidos possam agir com antecedência.
Adotando ações que mitiguem as perdas antes delas acontecerem. A adoção de uma
política de dados mais clara e estruturada se faz necessária. Para permitir que
mais informações possam ser analisadas e ampliar o espectro de atuação da
companhia no aumento de sua eficiência produtiva. Sem dados não há informação e
sem informação não há conhecimento.
Referências
[1] KRUGH, MATTHEW ET AL.
Prediction of defect propensity for the manual assembly of automotive
electrical connectors. Procedia Manufacturing, v. 5, p. 144-157, 2016.
[2] RÖHRDANZ, F., 1997. CAD
method for industrial assembly, concurrent design of products, equipment and
control systems. Computer-Aided Design, 29(10), p.737.
[3] BI, ZHUMING M.; WANG,
LIHUI; LANG, SHERMAN YT. Current status of reconfigurable assembly systems.
International Journal of Manufacturing Research, v. 2, n. 3, p. 303-328, 2007.
[4] U.SHAFIQUE AND H.QAISER. A
Comparative Study of Data Mining Process Models (KDD, CRISP-DM and SEMMA).
International Journal of Innovation and Scientific Research,ISSN 2351-8014 Vol.
12 No. 1 Nov. 2014, pp. 217-222.
[5] What is CRISP DM? avaliable at: https://www.datascience-pm.com/crisp-dm-2/.
acessado em 18 de Agosto de 2021.
[6] M.HOFMANN, F.NEUKART,
T.BÄCK. Artificial Intelligence and Data Science in the Automotive Industry,
arXiv preprint arXiv:1709.01989,(2017).
[7] DATA ANALYTICS, BIG DATA, DATA
SCIENCE. disponível em: https://www.cetax.com.br/blog/data-mining/acessado em
20 de Agosto 2021.
[8] PARMEZAN, A. R. S. et al. Avaliação de Métodos para Seleção de
Atributos Importantes para Aprendizado de Máquina Supervisionado no Processo de
Mineração de Dados. 2012. Relatórios técnicos do laboratório de bioinformática,
Universidade estadual do oeste do Paraná, Foz do Iguaçu, 2012.
[9] CHONGWATPOL, JONGSAWAS.
Prognostic analysis of defects in manufacturing. Industrial Management & Data Systems, 2015.
[10] STEVAN JUNIOR, S. L., LEME, M. O.,
SANTOS, M. M. D. Indústria 4.0: fundamentos, perspectivas e aplicações. São
Paulo: Érica, 2018.
[11] MACÊDO, LETICIA COSTA. Manutenção
preditiva no contexto da indústria 4.0: um modelo preditivo em uma fábrica do
ramo metalúrgico. 2020.
[12] ZUEGE, TIAGO JASPER. Aplicação de
técnicas de mineração de dados para detecção de perdas comerciais na
distribuição de energia elétrica. 2018. Trabalho de Conclusão de Curso.
[13] THIEDE, SEBASTIAN ET AL.
Data mining in battery production chains towards multi-criterial quality
prediction. CIRP Annals, v. 68, n. 1, p. 463-466, 2019.
[14] KHAKIFIROOZ, MARZIEH;
CHIEN, CHEN FU; CHEN, YING-JEN. Bayesian inference for mining semiconductor
manufacturing big data for yield enhancement and smart production to empower
industry 4.0. Applied Soft Computing, v. 68, p. 990-999, 2018.
[15] HARDING, JENNY A.;
SHAHBAZ, MUHAMMAD; KUSIAK, A. Data mining in manufacturing: a review. 2006.
[16] ÇIFLIKLI, CEBRAIL;
KAHYA-ÖZYIRMIDOKUZ, ESRA. Implementing a data mining solution for enhancing
carpet manufacturing productivity. Knowledge-Based Systems, v. 23, n. 8, p.
783-788, 2010.
[17] WANG, KE-SHENG. Towards
zero-defect manufacturing (ZDM) — a data mining approach. Advances in
Manufacturing, v. 1, n. 1, p. 62-74, 2013.
[18] CHOUDHARY, ALOK KUMAR;
HARDING, JENNY A.; TIWARI, MANOJ KUMAR. Data mining in manufacturing: a review
based on the kind of knowledge. Journal of Intelligent Manufacturing, v. 20, n.
5, p. 501-521, 2009.
[19] DEAN, JARED. Big data,
data mining, and machine learning: value creation for business leaders and
practitioners. John Wiley
& Sons, 2014.